一种自动上料划线设备的制作方法
本技术涉及汽车管线制造,具体涉及一种自动上料划线设备。
背景技术:
1、在汽车管线制造领域,现有加工技术仍使用手动放置管线与手动对管线进行划线,虽然手动固定管线可以保证一定的准确性,而且手动划线可以保持高的精准度,但是手动上料与划线是一个效率极低的过程,而且人力成本依旧很高,在加工时,同样不排除由于工人的体力情况而无法保持高精准度的划线。
2、管线划线最重要的在于管线的固定位置与划线的精准度,本实用新型使用了一种自动上料划线设备,至于要把所需划线管线置于装料架,装置便会自动将管线进行运输,并进行自动划线,同时也完成了自动上料,装置中有着定位装置来判断管线划线位置是否准确,保证划线的精准度。
技术实现思路
1、为此,本实用新型提供一种自动上料划线设备,以解决现有技术中由于现有技术还需要使用人工进行管线划线与上料而导致的人力成本消耗大与效率低下的问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
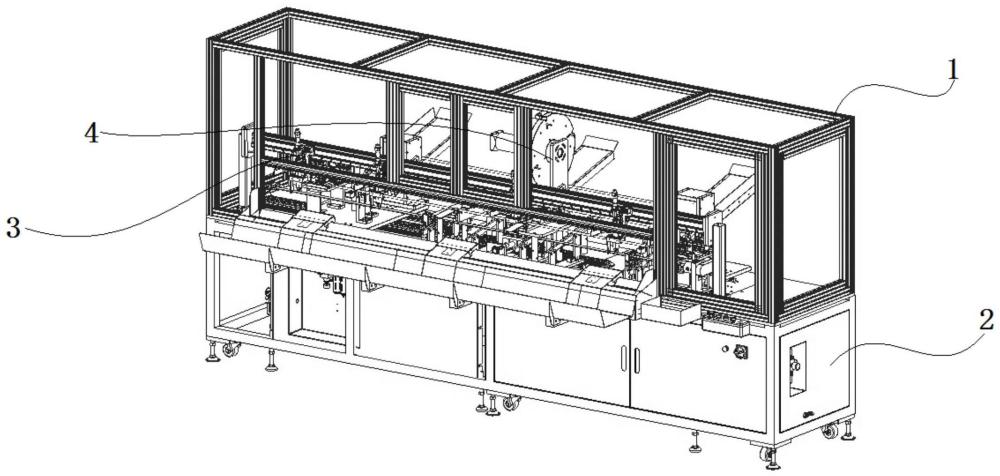
3、本实用新型公开了一种自动上料划线设备,包括外壳、操作平台、划线装置和上料装置,外壳内部下方有操作平台,操作平台上方有划线装置,划线装置后方有上料装置;
4、划线装置包括移动组件、旋转组件、输送组件、卡紧组件和划线组件,操作平台上方螺接安装有旋转组件,旋转组件左侧设置有卡紧组件,卡紧组件左侧设置有输送组件,输送组件上方设置有移动组件,移动组件上滑动连接有若干划线组件;
5、上料装置包括上料组件、定位组件一、定位组件二和升降组件,升降组件上方安装有管线,升降组件后方设置有上料组件,上料组件右侧设置有定位组件一,上料组件左侧设置有定位组件二,定位组件二与定位组件一结构相似。
6、进一步的,外壳包括框架结构、放置箱体和出料槽,出料槽安装在框架结构前方,框架结构下方螺接安装有放置箱体,放置箱体下方螺接安装有若干滑轮与支脚。
7、进一步的,操作平台包括顶板、plc组件、控制面板和数控气泵站,划线装置设置在顶板上,顶板下方设置有plc组件、控制面板和数控气泵站,顶板下方左侧设置有plc组件,plc组件右侧设置有控制面板,控制面板前方设置有数控气泵站。
8、进一步的,移动组件包括移动杆、旋转板和连接柱,操作平台上方螺接安装有两个连接柱,连接柱上部内侧滑动连接有旋转板,旋转板内侧螺接安装有连接柱。
9、进一步的,旋转组件包括旋转体、推进结构、平移轨道和电机,操作平台上方螺接安装有平移轨道,平移轨道前方设置有推进结构,平移轨道上方右侧设置有旋转体,旋转体后部设置有电机。
10、进一步的,划线组件包括升降活塞、平移滑块、升降滑轨、划线体和支撑件,移动组件前方滑动连接有平移滑块,平移滑块上方设置有升降活塞,升降活塞下方设置有划线体,平移滑块左侧设置有支撑件。
11、进一步的,上料组件包括送料盘、装料架、连接体、卡件和安装件,连接体上方滚动设置有送料盘,送料盘上设置有若干挂钩与卡槽,连接体后方螺接安装有装料架,连接体前方螺接安装有安装件,安装件前方螺接安装有卡件。
12、进一步的,定位组件一包括固定部件、定位部件,夹紧部件、放置平台、滑动轨道、侧装料架和放置体,滑动轨道上方滑动连接有放置平台,放置平台上方螺接安装有夹紧部件,夹紧部件上方设置有定位部件,定位部件右侧设置有固定部件,夹紧部件后方设置有放置体,放置体后方螺接安装有侧装料架。
13、进一步的,升降组件包括升降气缸、u型槽、连接组件和前进气缸,上料组件前方设置有连接组件,连接组件上方两侧螺接安装有若干u型槽,连接组件下方螺接安装有升降气缸,升降气缸下方螺接安装有前进气缸。
14、本实用新型在原有手动上料与划线的基础上进行优化,该装置使用plc组件,对上料以及划线过程进行自动化控制,使用plc组件,发出电平信号,控制整个装置的气动运行。当选择好所需划线管线后,调整装置中各个组件的位置,保证装置中的定位组件与固定组件可以作用在管线上,之后将所需划线管线放入装料架,然后上料装置会将管线置于定位处进行定位,之后管线会沿着轨道滑动到划线装置处进行划线,最后管线会沿着轨道离开划线处,完成自动上料划线。
技术特征:
1.一种自动上料划线设备,其特征在于,包括外壳(1)、操作平台(2)、划线装置(3)和上料装置(4),所述外壳(1)内部下方有操作平台(2),所述操作平台(2)上方有划线装置(3),所述划线装置(3)后方有上料装置(4);
2.如权利要求1所述的自动上料划线设备,其特征在于,外壳(1)包括框架结构(11)、放置箱体(12)和出料槽(13),所述出料槽(13)安装在框架结构(11)前方,所述框架结构(11)下方螺接安装有放置箱体(12),所述放置箱体(12)下方螺接安装有若干滑轮与支脚。
3.如权利要求1所述的自动上料划线设备,其特征在于,操作平台(2)包括顶板(21)、plc组件(22)、控制面板(23)和数控气泵站(24),所述划线装置(3)设置在顶板(21)上,所述顶板(21)下方设置有plc组件(22)、控制面板(23)和数控气泵站(24),所述顶板(21)下方左侧设置有plc组件(22),所述plc组件(22)右侧设置有控制面板(23),所述控制面板(23)前方设置有数控气泵站(24)。
4.如权利要求1所述的自动上料划线设备,其特征在于,移动组件(31)包括移动杆(311)、旋转板(312)和连接柱(313),所述操作平台(2)上方螺接安装有两个连接柱(313),所述连接柱(313)上部内侧滑动连接有旋转板(312),所述旋转板(312)内侧螺接安装有连接柱(313)。
5.如权利要求1所述的自动上料划线设备,其特征在于,旋转组件(32)包括旋转体(321)、推进结构(322)、平移轨道(323)和电机(324),所述操作平台(2)上方螺接安装有平移轨道(323),所述平移轨道(323)前方设置有推进结构(322),所述平移轨道(323)上方右侧设置有旋转体(321),所述旋转体(321)后部设置有电机(324)。
6.如权利要求1所述的自动上料划线设备,其特征在于,划线组件(35)包括升降活塞(351)、平移滑块(352)、升降滑轨(353)、划线体(354)和支撑件(355),所述移动组件(31)前方滑动连接有平移滑块(352),所述平移滑块(352)上方设置有升降活塞(351),所述升降活塞(351)下方设置有划线体(354),所述平移滑块(352)左侧设置有支撑件(355)。
7.如权利要求1所述的自动上料划线设备,其特征在于,上料组件(41)包括送料盘(411)、装料架(412)、连接体(413)、卡件(414)和安装件(415),所述连接体(413)上方滚动设置有送料盘(411),所述送料盘(411)上设置有若干挂钩与卡槽,所述连接体(413)后方螺接安装有装料架(412),所述连接体(413)前方螺接安装有安装件(415),所述安装件(415)前方螺接安装有卡件(414)。
8.如权利要求1所述的自动上料划线设备,其特征在于,定位组件一(42)包括固定部件(421)、定位部件(422),夹紧部件(423)、放置平台(424)、滑动轨道(425)、侧装料架(426)和放置体(427),所述滑动轨道(425)上方滑动连接有放置平台(424),所述放置平台(424)上方螺接安装有夹紧部件(423),所述夹紧部件(423)上方设置有定位部件(422),所述定位部件(422)右侧设置有固定部件(421),所述夹紧部件(423)后方设置有放置体(427),所述放置体(427)后方螺接安装有侧装料架(426)。
9.如权利要求1所述的自动上料划线设备,其特征在于,升降组件(44)包括升降气缸(441)、u型槽(442)、连接组件(443)和前进气缸(444),所述上料组件(41)前方设置有连接组件(443),所述连接组件(443)上方两侧螺接安装有若干u型槽(442),所述连接组件(443)下方螺接安装有升降气缸(441),所述升降气缸(441)下方螺接安装有前进气缸(444)。
技术总结
本技术公开了一种自动上料划线设备,属于汽车管线制造技术领域,包括外壳、操作平台、划线装置和上料装置。解决了现有技术中由于现有技术还需要使用人工进行管线划线与上料而导致的人力成本消耗大与效率低下的问题。本技术采用自动划线与上料,通过PLC进行电平信号控制,将所需加工管线放置于装料架,管线顺着装料架滑下,上料装置将换线置于升降组件上,在升降组件上会对管线位置进行判断,在判断位置正确后,管线会被上料装置送到输送组件上,在管线滑到卡紧组件上后,会对管线卡紧,旋转组件会向管线方向移动,在管线卡在旋转组件上后,带着管线进行旋转,此时划线组件下降对管线进行划线,划线完成后管线会滑到出料槽中,用于取出。
技术研发人员:王亮,刘浩,王贺篷
受保护的技术使用者:天津嘉诺达自动化设备有限公司
技术研发日:20230808
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!