一种卡簧和触头半自动组装机的制作方法
本技术属于卡簧装配,具体涉及一种卡簧和触头半自动组装机。
背景技术:
1、与本实用新型最接近现有技术是“一种卡簧和触头半自动组装设备cn199388967u”,包括底座、熔断体触头限位装置、卡簧撑开装置,所述卡簧撑开装置包括左滑块、右滑块和卡簧定位块、左气缸和右气缸,所述左滑块与右滑块并排设置在底座上,所述左滑块与右滑块上对称设置卡簧定位块,所述左滑块与左气缸连接,右滑块与右气缸连接。卡簧放置在两个滑块上的卡簧定位块外侧对其进行限位,气缸分别驱动滑块向相反的方向移动,将卡簧打开,然后将熔断体触头放入卡簧的开口处,然后再控制气缸驱动滑块向相对的方向运动,轻松实现卡簧固定在熔断体触头的两侧。虽然该设备实现了卡簧的卡簧和触头半自动组装,但其结构相对复杂,成本较高。
技术实现思路
1、为了解决现有技术中存在的上述问题,本实用新型提供了一种卡簧和触头半自动组装机。本实用新型要解决的技术问题通过以下技术方案实现:
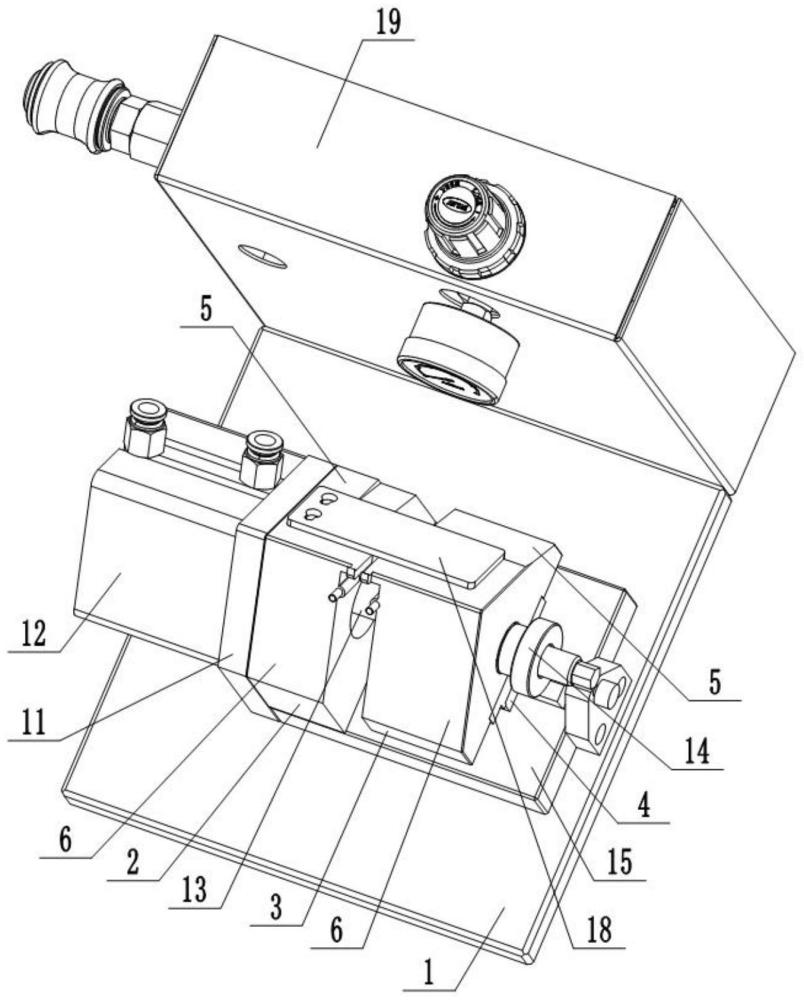
2、一种卡簧和触头半自动组装机,包括座体,所述座体的台面一端固定有静卡簧座,所述座体的台面另一端滑动连接有动卡簧座,且所述静卡簧座与动卡簧座相对设置;所述静卡簧座与动卡簧座的上端面均为定位面、前端面均为安装面,且两个所述定位面位于同一平面上,两个所述安装面位于同一平面上;所述静卡簧座与动卡簧座的安装面相对位置上端部均向外凸出有定位块,所述定位块下端的安装面内侧设置有向外凸出的挂簧柱,通过所述定位块和挂簧柱对卡簧进行定位;所述静卡簧座的外侧固定有气缸,所述气缸的活塞轴穿过所述静卡簧座与动卡簧座连接带动所述动卡簧座往复移动。
3、进一步地,所述定位面和安装面的夹角为90°,且所述定位面为前端高、后端低的斜面,进而使所述安装面成为与竖直面成一定夹角的斜面。
4、进一步地,所述两个定位块两外侧面的间距小于两个挂簧柱两外侧面的间距,且所述定位块的上端面为弧形凹面,所述卡簧上端的水平部分挂在所述弧形凹面上、下端两支腿卡在两个挂簧柱的外侧。
5、进一步地,所述动卡簧座外端的座体台面上固定有限位座,所述限位座上水平螺纹连接有限位螺栓,通过所述限位螺栓限制动卡簧座的最大行程。
6、进一步地,所述动卡簧座通过滑动组件连接在所述座体上,所述滑动组件包括滑块和滑轨,所述滑轨固定在所述座体的台面上,所述滑块固定在所述动卡簧座的下端并滑动连接在所述滑轨上。
7、进一步地,所述定位面上设置有调节板,通过不同厚度的所述调节板来调节触头与卡簧的上下位置。
8、进一步地,所述静卡簧座的定位面上靠近动卡簧座的一端下沉形成有安全凹面。
9、进一步地,所述座体的后方设置有气动控制箱,所述座体的下方设置有脚踏阀,所述气动控制箱与所述气缸、脚踏阀通过管路连接,通过脚踏阀控制气缸工作。
10、本实用新型的有益效果:
11、1、本实用新型通过气动替代手动,实现了卡簧与触头的半自动化组装,很大程度地减轻了劳动强度,工作效率由原来的6件/分钟(普通压簧机),提高到18件/分钟,整体工作效率提高了3倍左右;
12、2、本实用新型通过设置合适的尺寸参数,能够保证卡簧装配后位于触头支脚外侧定位槽的中央位置,从而提高了产品装配质量,提升了产品一次性成型的合格率,合格率由80%提高到95%以上;同时通过对不同的产品设置合适的装配压力,从而保证产品表面光滑完整。
13、3、本实用新型可满足多种规格的产品适用,大大降低了生产成本,提高了经济效益,并通过设置安全凹面,尽可能的保障了操作者的人身安全。
14、以下将结合附图及实施例对本实用新型做进一步详细说明。
技术特征:
1.一种卡簧和触头半自动组装机,其特征在于,包括座体,所述座体的台面一端固定有静卡簧座,所述座体的台面另一端滑动连接有动卡簧座,且所述静卡簧座与动卡簧座相对设置;所述静卡簧座与动卡簧座的上端面均为定位面、前端面均为安装面,且两个所述定位面位于同一平面上,两个所述安装面位于同一平面上;所述静卡簧座与动卡簧座的安装面相对位置上端部均向外凸出有定位块,所述定位块下端的安装面内侧设置有向外凸出的挂簧柱,通过所述定位块和挂簧柱对卡簧进行定位;所述静卡簧座的外侧固定有气缸,所述气缸的活塞轴穿过所述静卡簧座与动卡簧座连接带动所述动卡簧座往复移动。
2.根据权利要求1所述的卡簧和触头半自动组装机,其特征在于,所述定位面和安装面的夹角为90°,且所述定位面为前端高、后端低的斜面,进而使所述安装面成为与竖直面成一定夹角的斜面。
3.根据权利要求1或2所述的卡簧和触头半自动组装机,其特征在于,所述两个定位块两外侧面的间距小于两个挂簧柱两外侧面的间距,且所述定位块的上端面为弧形凹面,所述卡簧上端的水平部分挂在所述弧形凹面上、下端两支腿卡在两个挂簧柱的外侧。
4.根据权利要求3所述的卡簧和触头半自动组装机,其特征在于,所述动卡簧座外端的座体台面上固定有限位座,所述限位座上水平螺纹连接有限位螺栓,通过所述限位螺栓限制动卡簧座的最大行程。
5.根据权利要求4所述的卡簧和触头半自动组装机,其特征在于,所述动卡簧座通过滑动组件连接在所述座体上,所述滑动组件包括滑块和滑轨,所述滑轨固定在所述座体的台面上,所述滑块固定在所述动卡簧座的下端并滑动连接在所述滑轨上。
6.根据权利要求5所述的卡簧和触头半自动组装机,其特征在于,所述定位面上设置有调节板,通过不同厚度的所述调节板来调节触头与卡簧的上下位置。
7.根据权利要求6所述的卡簧和触头半自动组装机,其特征在于,所述静卡簧座的定位面上靠近动卡簧座的一端下沉形成有安全凹面。
8.根据权利要求7所述的卡簧和触头半自动组装机,其特征在于,所述座体的后方设置有气动控制箱,所述座体的下方设置有脚踏阀,所述气动控制箱与所述气缸、脚踏阀通过管路连接,通过脚踏阀控制气缸工作。
技术总结
本技术公开了一种卡簧和触头半自动组装机,包括座体,座体的台面一端固定有静卡簧座,座体的台面另一端滑动连接有动卡簧座,且静卡簧座与动卡簧座相对设置;静卡簧座与动卡簧座的上端面均为定位面、前端面均为安装面,且两个定位面位于同一平面上,两个安装面位于同一平面上;静卡簧座与动卡簧座的安装面相对位置上端部均向外凸出有定位块,定位块下端的安装面内侧设置有向外凸出的挂簧柱,通过定位块和挂簧柱对卡簧进行定位;静卡簧座的外侧固定有气缸,气缸的活塞轴穿过静卡簧座与动卡簧座连接带动动卡簧座往复移动。通过气动替代手动,实现了卡簧与触头半自动化组装,减轻了劳动强度,提高了工作效率,同时提高了产品合格率。
技术研发人员:杨荣军,杨蓓,孙美芸,张科平,范立,桂谋刚,张斌,翟娟英,孟明亮,步正九,张有会
受保护的技术使用者:陕西群力电工有限责任公司
技术研发日:20230814
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!