气门嘴橡胶垫组装治具的制作方法
本技术涉及气门嘴组装,特别是指一种气门嘴橡胶垫组装治具。
背景技术:
1、气门嘴是一种阀体装置,主要应用在轮胎等需要的充气产品上。气门嘴打开时,气体能够进入充气产品的内部空间。在充气完毕后,气门嘴自动关闭并密封保存气体以产生气压,并可以防止气体从充气产品内逸出。
2、参考图1和图2所示的气门嘴a,其包括供充气装置连接的嘴部b,以及用于将气门嘴a固定在充气产品上的连接部c,连接部c的表面通常设置有一段或两段螺纹d;同时,为保证气门嘴a与充气产品组装后的气密性,在与充气产品组装前,气门嘴a的内侧上预先套设有橡胶垫e,橡胶垫e用于填充、密封气门嘴a与充气产品组装处的间隙。
3、现有技术中,橡胶垫e在气门嘴a上的预装主要由人工进行,人工组装过程需要使用导套,先将导套套到气门嘴a的连接部c上,再将橡胶垫e套到导套上并沿着导套推到预设的装配位置,最后在气门嘴a的轴向上定住橡胶垫e并抽出导套,就可以完成橡胶垫e的预装。组装过程中,导套可以实现橡胶垫e轻松越过连接部c上的螺纹d而避免组装过程中被螺纹d刮损橡胶垫e,从而防止气门嘴a组装到产品上以后密封性能不佳。习知的是,人工组装的效率偏低,有厂家希望能够使用自动化设备实现在气门嘴a上预装橡胶垫e,但是如果沿用人工组装的治具(也即导套)和流程的话,在设备上需要对气门嘴a进行固定,并且只能固定气门嘴a的嘴部b,而嘴部b长度偏短,导致不易稳定地定住气门嘴a,从而影响组装效率;同时,固定过程中嘴部b受力也可能导致其破损,影响气门嘴a的密闭性能。
技术实现思路
1、本实用新型的目的在于提供一种气门嘴橡胶垫组装治具,解决现有技术中存在的问题,适用于在自动化设备上进行在气门嘴上预装橡胶垫,提高生产效率和产品品质。
2、为了达成上述目的,本实用新型的解决方案是:
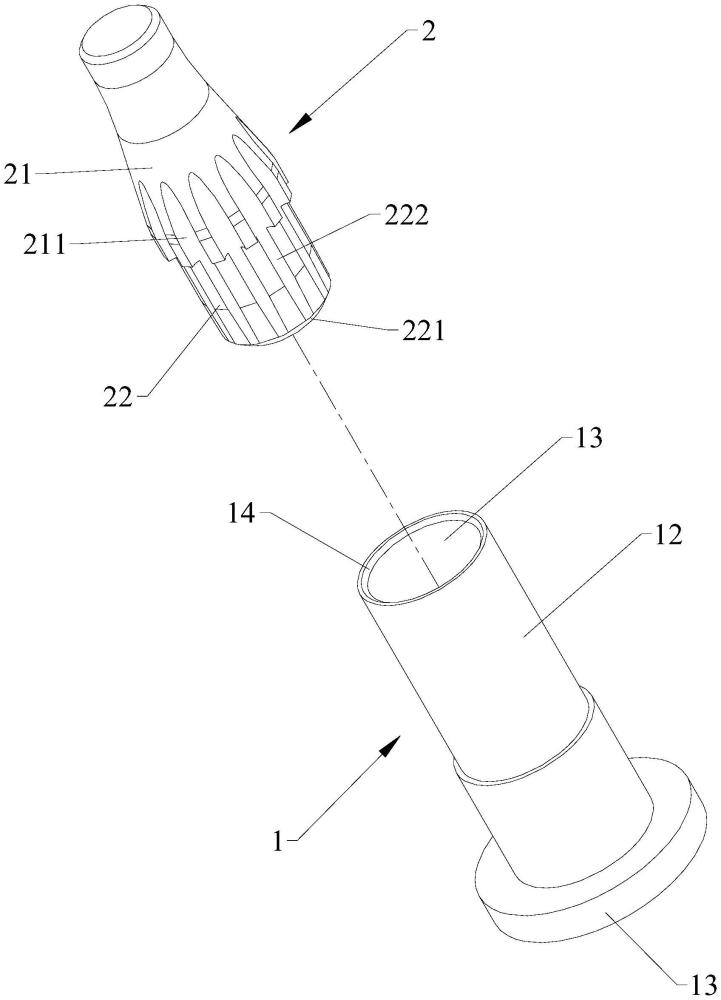
3、一种气门嘴橡胶垫组装治具,包括转换套和上导套;所述转换套包括底盘和柱体;所述柱体一体连接在所述底盘的上表面,且所述柱体设置有供气门嘴的连接部间隙配合的通孔,所述通孔向下连通至所述底盘的底面;所述上导套包括轴向连接的导向部和配合部;所述配合部间隙配合在所述通孔的上端部;所述导向部靠近所述配合部一端的直径与所述柱体上端部的直径相等,且所述导向部的直径沿着向上的方向呈递减的趋势。
4、所述通孔的上端部设置有扩口。
5、所述配合部的下端面的周缘设置有倒角。
6、所述导向部的周面设置有若干第一凹槽,所述第一凹槽沿着所述上导套的轴向延伸。
7、所述配合部的周面设置有若干第二凹槽,所述第二凹槽沿着所述上导套的轴向延伸。
8、采用上述技术方案后,本实用新型具有以下技术效果:
9、①可以实现先将橡胶垫通过上导套安装到转换套上,再由转换套转移至气门嘴上,适用于自动化组装流程;
10、②转换套的底盘可以保证转换套立起时的稳定性,减少晃动,以便自动化设备在组装过程中对转换套进行预定位和对准;
11、③利用转换套可以稳定地定位气门嘴的位置,组装过程中气门嘴的嘴部、连接部均不受力,可以避免对气门嘴的品质造成影响。
技术特征:
1.一种气门嘴橡胶垫组装治具,其特征在于:
2.如权利要求1所述的气门嘴橡胶垫组装治具,其特征在于:
3.如权利要求1所述的气门嘴橡胶垫组装治具,其特征在于:
4.如权利要求1所述的气门嘴橡胶垫组装治具,其特征在于:
5.如权利要求1所述的气门嘴橡胶垫组装治具,其特征在于:
技术总结
本技术公开一种气门嘴橡胶垫组装治具,包括转换套和上导套;所述转换套包括底盘和柱体;所述柱体一体连接在所述底盘的上表面,且所述柱体设置有供气门嘴的连接部间隙配合的通孔,所述通孔向下连通至所述底盘的底面;所述上导套包括轴向连接的导向部和配合部;所述配合部间隙配合在所述通孔的上端部;所述导向部靠近所述配合部一端的直径与所述柱体上端部的直径相等,且所述导向部的直径沿着向上的方向呈递减的趋势。本技术适用于在自动化设备上进行在气门嘴上预装橡胶垫,提高生产效率和产品品质。
技术研发人员:涂锦标,余启东
受保护的技术使用者:厦门厦晖橡胶金属工业有限公司
技术研发日:20230816
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!