一种尾桨集流环装配工装的制作方法
本技术属于关键重要部件装配工装设计,涉及一种尾桨集流环装配工装。
背景技术:
1、具有自动折叠功能的直升机在尾桨毂与尾减速器之间安装有由定子及转子组成的尾桨集流环,以保证折叠及展开时的尾桨定位。在日常维护过程中,为进行某些工作(例如:更换尾桨毂、拆卸尾减速器),需拆、装尾桨毂,在复装过程中如何保证尾桨集流环中的定子与转子间的间隙在要求范围内且均匀是确保集流环正常工作的关键。目前的方法为安装过程中,使用塞尺多次、多位置的进行测量,这就造成了操作过程繁琐,安装时间长,均匀度及精度难以保证的问题。
技术实现思路
1、提供一种尾桨集流环装配工装。本实用新型可靠性强,操作便捷,提升了尾桨装配的工作效率。
2、技术方案
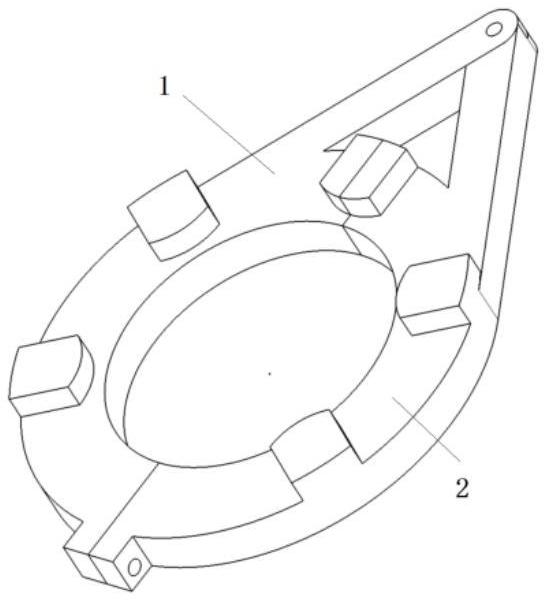
3、一种尾桨集流环装配工装,包括凸台带柄半环1与圆孔带柄半环2,所述凸台带柄半环1与圆孔带柄半环2共同组成圆形结构,所述凸台带柄半环1与圆孔带柄半环2上设有若干凸起,所述凸起外形与集流环外形相匹配。
4、进一步的,所述凸起设置在凸台带柄半环1与圆孔带柄半环2同侧表面的一侧,外形与集流环定子外形相匹配。
5、进一步的,所述凸台带柄半环1与圆孔带柄半环2通过销钉固定定型,当出现安装故障,需要将装配工装保持在集流环定子上时,采用该固定方式。
6、进一步的,所述凸台带柄半环1与圆孔带柄半环2的厚度应满足集流环定子与转子之间磁感要求。
7、进一步的,凸台带柄半环1与圆孔带柄半环2为确保工作时能够正常扣合,仅在凸台带柄半环1与圆孔带柄半环2的非扣合端上设置凸台与圆孔,用于定位。
8、进一步的,装配时,为避免所述工装与集流环定子发生干涉,对所述凸台进行切角处理。
9、进一步的,所述切角处理后的凸台,应确保最大径向深度,与集流环定子定位槽底部贴合,确保工装安装的稳固性。
10、技术效果
11、本实用新型采用“分割式”设计,在尾桨装配时将凸台带柄半环(1)与圆孔带柄半环(2)安装在尾桨集流环的定子与转子之间,通过主体结构自身的厚度保证定子与转子间的间隙满足集流环定子与转子之间磁感要求且间隙均匀。同时由于具有定位的凸台,使得操作过程中无需手扶,该工装可自行保持安装位置。
12、本实用新型有效保证了尾桨集流环的定子与转子间的间隙满足集流环定子与转子之间磁感要求且间隙均匀,提升了尾桨装配的工作效率。
技术特征:
1.一种尾桨集流环装配工装,其特征在于,包括凸台带柄半环(1)与圆孔带柄半环(2),所述凸台带柄半环(1)与圆孔带柄半环(2)共同组成圆形结构,所述凸台带柄半环(1)与圆孔带柄半环(2)上设有若干凸起,所述凸起外形与集流环外形相匹配。
2.根据权利要求1所述的一种尾桨集流环装配工装,其特征在于,所述凸起设置在凸台带柄半环(1)与圆孔带柄半环(2)同侧表面的一侧,外形与集流环定子外形相匹配。
3.根据权利要求2所述的一种尾桨集流环装配工装,其特征在于,所述凸台带柄半环(1)与圆孔带柄半环(2)通过销钉固定定型,当出现安装故障,需要将装配工装保持在集流环定子上时,采用销钉固定定型方式。
4.根据权利要求3所述的一种尾桨集流环装配工装,其特征在于,所述凸台带柄半环(1)与圆孔带柄半环(2)的厚度应满足集流环定子与转子之间磁感要求。
5.根据权利要求4所述的一种尾桨集流环装配工装,其特征在于,凸台带柄半环(1)与圆孔带柄半环(2)为确保工作时能够正常扣合,仅在凸台带柄半环(1)与圆孔带柄半环(2)的非扣合端上设置凸台与圆孔,用于定位。
6.根据权利要求5所述的一种尾桨集流环装配工装,其特征在于,装配时,为避免所述工装与集流环定子发生干涉,对所述凸台进行切角处理。
7.根据权利要求6所述的一种尾桨集流环装配工装,其特征在于,所述切角处理后的凸台,应确保最大径向深度,与集流环定子定位槽底部贴合,确保工装安装的稳固性。
技术总结
本技术属于关键重要部件装配工装设计技术领域,涉及一种尾桨集流环装配工装。包括凸台带柄半环(1)与圆孔带柄半环(2),所述凸台带柄半环(1)与圆孔带柄半环(2)共同组成圆形结构,所述凸台带柄半环(1)与圆孔带柄半环(2)上设有若干凸起,所述凸起外形与集流环外形相匹配。本技术采用“分割式”设计,在尾桨装配时将凸台带柄半环(1)与圆孔带柄半环(2)安装在尾桨集流环的定子与转子之间,通过主体结构自身的厚度保证定子与转子间的间隙满足集流环定子与转子之间磁感要求且间隙均匀。同时由于具有定位的凸台,使得操作过程中无需手扶,该工装可自行保持安装位置。
技术研发人员:赖勇晖,帅京,赖萧忆,张海,邹熙裕
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:20230821
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!