一种内接套装配工装的制作方法
本申请涉及轧辊内接套的,尤其是涉及一种内接套装配工装。
背景技术:
1、轧辊套是一种机械配件,广泛应用于钢铁、造纸、橡胶、塑料和纺织等工业领域,是轧机的主要消耗件。
2、轧辊套是两个轧辊之间用来保护轧辊的环形零件,一般通过过盈配合的方式安装在轧辊轴承上。这种安装方式可以有效地防止在轧制过程中,由于过载或设备问题导致轴承脱落的问题。
3、长期以来,轧辊内接套设计的公差配合一般为标准公差h7/r6,内接套直径越小的环,过盈量下限越小,内接套直径越大,过盈量上限越大,由于内接套装配时采用温差法,即先冷冻内接套至一定温度,然后装配,不同地区不同季节的温度,对膨胀量影响,从而影响了过盈量。当理论装配过盈配量符合设计要求,过程中测量误差和环境因素等导致实际过盈量过小或过大时,由于装配后无法测量其实际过盈量,会导致轧辊在装卸过程中内接套脱落,在运转过程中停转,内接套崩裂等事故,造成巨额的经济损失。
技术实现思路
1、为了提高轧辊与内接套之间过盈配合的稳定性,本申请提供一种内接套装配工装。
2、本申请提供一种内接套装配工装,采用如下的技术方案:
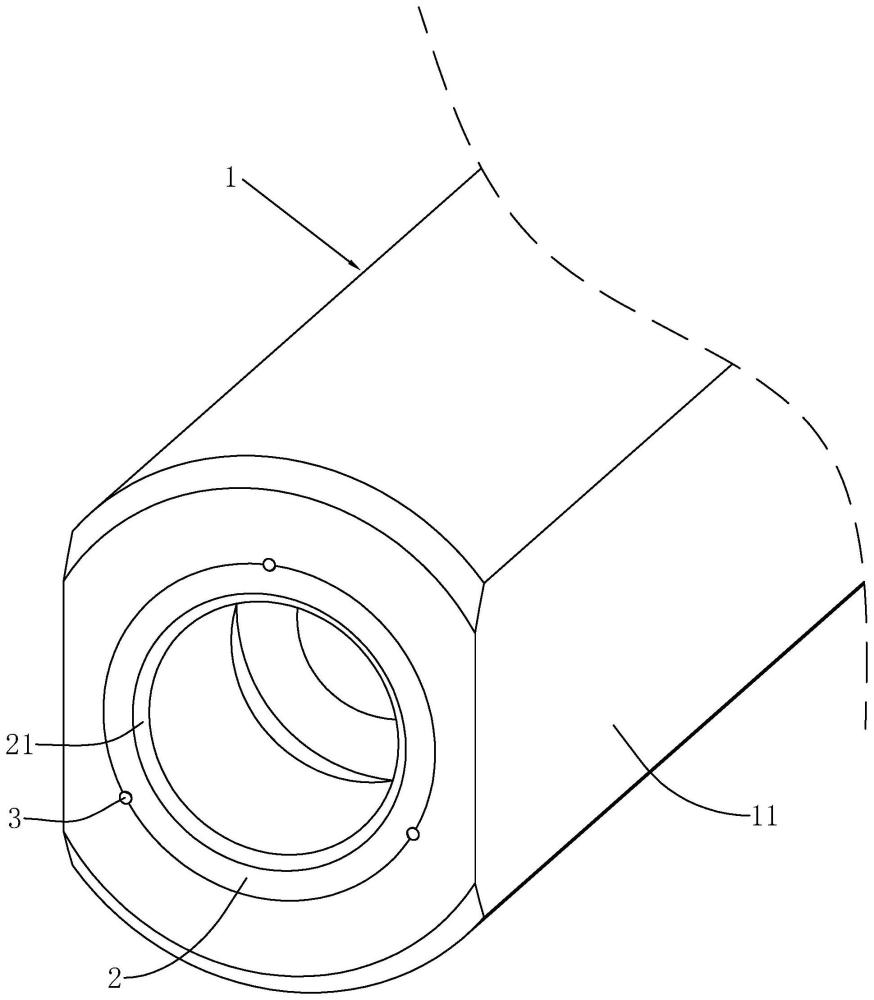
3、一种内接套装配工装,包括轧辊和内接套体,所述轧辊一端开设有装配槽,所述内接套体位于装配槽内且与轧辊过盈配合,所述内接套体中间开设有供轧机轴卡接的装配口,所述轧辊和内接套体连接位置穿设有若干栽丝,所述栽丝表面开设有螺纹。
4、通过采用上述技术方案,将轧辊与内接套体过盈配合,轧机轴从内接套体远离轧辊一端的装配口进入与轧辊卡接,方便对轧辊进行加工处理,当轧辊与内接套体过盈配合后,如果轧辊和内接套体之间过盈量较小,通过在轧辊和套体之间穿设有若干栽丝,实现轧辊和内接套体的牢固连接,提高轧辊与内接套之间过盈配合的稳定性。
5、可选的,所述栽丝数量为三个,三个所述栽丝周向均匀分布在轧辊和内接套体的连接位置。
6、通过采用上述技术方案,栽丝数量为三个且周向均匀分布在内接套体与套体的连接位置,使轧辊与内接套体过盈配合过程中,三个栽丝受到挤压力基本一致,提高轧辊与内接套之间过盈配合的稳定性。
7、可选的,所述轧辊外壁两侧对称设置有平整部,所述轧辊外壁远离平整部的两侧设置为圆弧部。
8、通过采用上述技术方案,在对轧辊进行加工过程中,需要将轧辊进行固定,通过轧辊的平整部方便对套体进行夹持固定。
9、可选的,所述轧辊内开设有与装配槽连通的卡接槽,所述装配口与卡接槽连通,所述卡接槽的内径小于装配槽的内径且大于内接套体的装配口的内径。
10、通过采用上述技术方案,当轧机轴通过内接套体进入到轧辊内时,轧机轴的端部进入到卡接槽中,方便使轧机轴与轧辊之间进行卡接。
11、可选的,所述轧辊内开设有位于卡接槽中心位置的定位孔。
12、通过采用上述技术方案,在轧机轴通过内接套体进入到套体内时,通过定位孔对轧机轴在轧辊内进行定位,保证扎心轴与轧辊的轴心在同心位置。
13、可选的,所述卡接槽与定位孔之间通过锥形孔连通,所述锥形孔的内径从卡接槽方向向定位孔方向逐渐减小。
14、通过采用上述技术方案,通过锥形孔的设置方便轧机轴与定位孔连接。
15、可选的,所述轧辊的卡接槽槽底设置为圆角。
16、通过采用上述技术方案,通过圆角设置,使轧机轴的端部端部与轧辊的卡接槽槽底接触时,增加接触面积,减小接触应力。
17、可选的,所述内接套体远离轧辊一端的装配口位置开设有进料口,所述进料口远离装配口一端的内径大于靠近装配口一端的内径。
18、通过采用上述技术方案,通过进料口的设置,方便将轧机轴插入到内接套体的装配口内。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.将轧辊与内接套体过盈配合,轧机轴从内接套体远离轧辊一端的装配口进入与轧辊卡接,方便对轧辊进行加工处理,当轧辊与内接套体过盈配合后,如果轧辊和内接套体之间过盈量较小,通过在轧辊和套体之间穿设有若干栽丝,实现轧辊和内接套体的牢固连接,提高轧辊与内接套之间过盈配合的稳定性;
21、2.当轧机轴通过内接套体进入到轧辊内时,轧机轴的端部进入到卡接槽中,方便使轧机轴与轧辊之间进行卡接,通过圆角设置,使轧机轴的端部端部与轧辊的卡接槽槽底接触时,增加接触面积,减小接触应力。
技术特征:
1.一种内接套装配工装,包括轧辊(1)和内接套体(2),其特征在于:所述轧辊(1)一端开设有装配槽(12),所述内接套体(2)位于装配槽(12)内且与轧辊(1)过盈配合,所述内接套体(2)中间开设有供轧机轴卡接的装配口,所述轧辊(1)和内接套体(2)连接位置穿设有若干栽丝(3),所述栽丝(3)表面开设有螺纹。
2.根据权利要求1所述的一种内接套装配工装,其特征在于:所述栽丝(3)数量为三个,三个所述栽丝(3)周向均匀分布在轧辊(1)和内接套体(2)的连接位置。
3.根据权利要求1所述的一种内接套装配工装,其特征在于:所述轧辊(1)外壁两侧对称设置有平整部(11),所述轧辊(1)外壁远离平整部(11)的两侧设置为圆弧部。
4.根据权利要求1所述的一种内接套装配工装,其特征在于:所述轧辊(1)内开设有与装配槽(12)连通的卡接槽(13),所述装配口与卡接槽(13)连通,所述卡接槽(13)的内径小于装配槽(12)的内径且大于内接套体(2)的装配口的内径。
5.根据权利要求4所述的一种内接套装配工装,其特征在于:所述轧辊(1)内开设有位于卡接槽(13)中心位置的定位孔(15)。
6.根据权利要求5所述的一种内接套装配工装,其特征在于:所述卡接槽(13)与定位孔(15)之间通过锥形孔(14)连通,所述锥形孔(14)的内径从卡接槽(13)方向向定位孔(15)方向逐渐减小。
7.根据权利要求4所述的一种内接套装配工装,其特征在于:所述轧辊(1)的卡接槽(13)槽底设置为圆角(131)。
8.根据权利要求1所述的一种内接套装配工装,其特征在于:所述内接套体(2)远离轧辊(1)一端的装配口位置开设有进料口(21),所述进料口(21)远离装配口一端的内径大于靠近装配口一端的内径。
技术总结
本申请涉及一种内接套装配工装,其包括包括轧辊和内接套体,所述轧辊一端开设有装配槽,所述内接套体位于装配槽内且与轧辊过盈配合,所述内接套体中间开设有供轧机轴卡接的装配口,所述轧辊和内接套体连接位置穿设有若干栽丝,所述栽丝表面开设有螺纹。将轧辊与内接套体过盈配合,轧机轴从内接套体远离轧辊一端的装配口进入与轧辊卡接,方便对轧辊进行加工处理,当轧辊与内接套体过盈配合后,在轧辊和套体之间穿设有若干栽丝,实现轧辊和内接套体的牢固连接,提高轧辊与内接套之间过盈配合的稳定性。
技术研发人员:徐国华,杨凯,李泊宁,任海峰
受保护的技术使用者:山西阿克斯太钢轧辊有限公司
技术研发日:20230823
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!