端面密封圈压紧锁死设备的制作方法
本技术涉及密封零件加工,特别涉及端面密封圈压紧锁死设备。
背景技术:
1、生活中常用到管状端头零件,管状端头零件在密封连接过程中需要在端面上设置密封垫。由于管状端头零件与密封垫不能组装到一起进行运送,导致分开携带很麻烦,然后在管状端头零件的端部开设环形密封槽,然后将密封圈放在密封槽中,密封圈在密封槽中不能固定,常遇到密封圈从密封槽中脱落的情况,导致安装过程中重新要将密封圈放在密封槽中,为了将密封圈固定在密封槽中,采取的办法是将密封槽的槽口处冲出凸起,利用凸起压在密封圈上,从而有效的防止密封圈从密封槽中脱落。在生产过程中,工人通过榔头与压杆配合手动冲出凸起,这样导致组装生产效率低下。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供端面密封圈压紧锁死设备。
2、本实用新型的目的是通过以下技术方案来实现的:
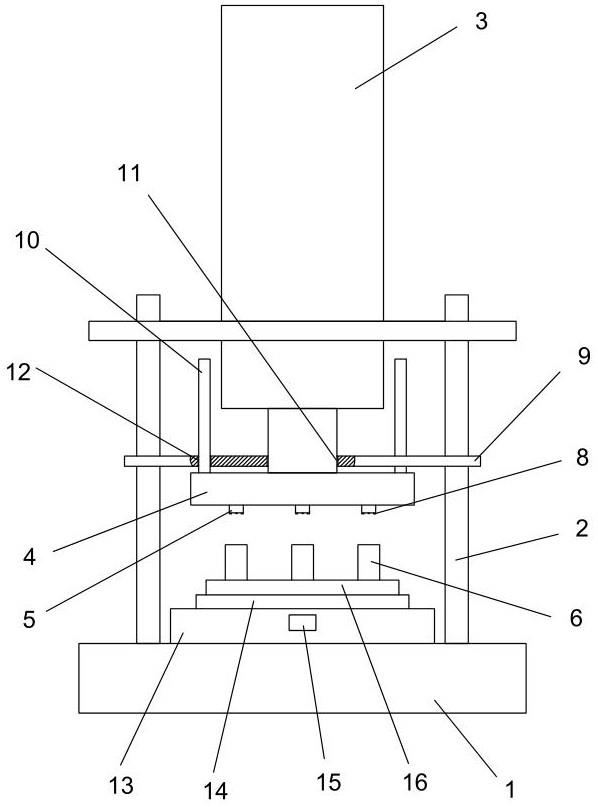
3、端面密封圈压紧锁死设备,包括底座、安装支架、压紧驱动件、固定板、压紧锁死刀、导向组件和定位组件,所述安装支架的下端固定设置在所述底座上,所述压紧驱动件固定设置在所述安装支架的上端,且所述压紧驱动件上输出轴的伸缩方向与所述底座的上表面垂直,所述固定板固定设置在所述压紧驱动件的输出轴上,所述固定板与所述底座的上表面平行,所述固定板设置在所述压紧驱动件与所述底座之间,所述固定板的上设置有若干与零件上端配合的所述压紧锁死刀,所述零件的端面上设置有密封槽,所述压紧锁死刀的端部设置有与所述密封槽槽口配合的刀齿,所述底座上设置有与所述零件下端配合的所述定位组件,所述导向组件固定设置在所述安装支架上且用于防止所述固定板转动。
4、进一步地,所述导向组件包括导向板和导向杆,所述导向板固定设置在所述安装支架上且与所述固定板平行,所述导向板的中部设置有与所述输出轴配合的第一通孔,所述导向板上设置有若干与所述导向杆配合的第二通孔,所述导向杆的端部固定设置在所述固定板上,所述导向板设置在所述固定板与所述压紧驱动件之间。
5、进一步地,所述压紧锁死刀的端部均匀设置有至少两组与所述槽口配合的刀齿。
6、进一步地,所述刀齿的两端分别与所述密封槽两侧的槽口配合。
7、进一步地,所述定位组件包括定位盒、调节槽、调节螺栓和零件承载模,所述定位盒固定设置在所述底座上,所述定位盒的中部设置有空心腔,所述调节槽设置在所述空心腔中且与所述空心腔配合,所述定位盒上至少均匀设置有三个与所述调节槽配合的所述调节螺栓,所有的所述调节螺栓处在同一平面上,所述调节槽的中部设置有内凹槽,所述零件承载模设置在所述内凹槽中且与所述内凹槽配合,所述零件下端设置在所述零件承载模中。
8、进一步地,所述定位盒和所述调节槽的截面均呈圆环形。
9、进一步地,所述零件承载模上设置有若干方便所述零件下端插入的插孔,所述插孔与所述零件的下端配合。
10、进一步地,所述压紧驱动件为气压缸或者液压缸,所述输出轴为活塞杆。
11、进一步地,所述密封槽为圆形槽,所述压紧锁死刀上的所述刀齿呈环形分布。
12、本实用新型的有益效果是:
13、1)在本技术中,通过底座、压紧驱动件、固定板及定位组件等结合在一起,可以批量对零件进行加工,可以有效的提高加工效率,同时也降低工人的劳动强度。
14、2)在本技术中,定位组件包括定位盒、调节槽、调节螺栓和零件承载模,这样可以更好的调整零件承载模的位置,可以更好的使零件与压紧锁死刀配合进行加工,降低定位难度。
技术特征:
1.端面密封圈压紧锁死设备,其特征在于:包括底座(1)、安装支架(2)、压紧驱动件(3)、固定板(4)、压紧锁死刀(5)、导向组件和定位组件,所述安装支架(2)的下端固定设置在所述底座(1)上,所述压紧驱动件(3)固定设置在所述安装支架(2)的上端,且所述压紧驱动件(3)上输出轴的伸缩方向与所述底座(1)的上表面垂直,所述固定板(4)固定设置在所述压紧驱动件(3)的输出轴上,所述固定板(4)与所述底座(1)的上表面平行,所述固定板(4)设置在所述压紧驱动件(3)与所述底座(1)之间,所述固定板(4)的上设置有若干与零件(6)上端配合的所述压紧锁死刀(5),所述零件(6)的端面上设置有密封槽(7),所述压紧锁死刀(5)的端部设置有与所述密封槽(7)槽口配合的刀齿(8),所述底座(1)上设置有与所述零件(6)下端配合的所述定位组件,所述导向组件固定设置在所述安装支架(2)上且用于防止所述固定板(4)转动。
2.根据权利要求1所述的端面密封圈压紧锁死设备,其特征在于:所述导向组件包括导向板(9)和导向杆(10),所述导向板(9)固定设置在所述安装支架(2)上且与所述固定板(4)平行,所述导向板(9)的中部设置有与所述输出轴配合的第一通孔(11),所述导向板(9)上设置有若干与所述导向杆(10)配合的第二通孔(12),所述导向杆(10)的端部固定设置在所述固定板(4)上,所述导向板(9)设置在所述固定板(4)与所述压紧驱动件(3)之间。
3.根据权利要求1或2所述的端面密封圈压紧锁死设备,其特征在于:所述压紧锁死刀(5)的端部均匀设置有至少两组与所述槽口配合的刀齿(8)。
4.根据权利要求1或2所述的端面密封圈压紧锁死设备,其特征在于:所述刀齿(8)的两端分别与所述密封槽(7)两侧的槽口配合。
5.根据权利要求1或2所述的端面密封圈压紧锁死设备,其特征在于:所述定位组件包括定位盒(13)、调节槽(14)、调节螺栓(15)和零件承载模(16),所述定位盒(13)固定设置在所述底座(1)上,所述定位盒(13)的中部设置有空心腔,所述调节槽(14)设置在所述空心腔中且与所述空心腔配合,所述定位盒(13)上至少均匀设置有三个与所述调节槽(14)配合的所述调节螺栓(15),所有的所述调节螺栓(15)处在同一平面上,所述调节槽(14)的中部设置有内凹槽(17),所述零件承载模(16)设置在所述内凹槽(17)中且与所述内凹槽(17)配合,所述零件(6)下端设置在所述零件承载模(16)中。
6.根据权利要求5所述的端面密封圈压紧锁死设备,其特征在于:所述定位盒(13)和所述调节槽(14)的截面均呈圆环形。
7.根据权利要求5所述的端面密封圈压紧锁死设备,其特征在于:所述零件承载模(16)上设置有若干方便所述零件(6)下端插入的插孔(18),所述插孔(18)与所述零件(6)的下端配合。
8.根据权利要求1或2所述的端面密封圈压紧锁死设备,其特征在于:所述压紧驱动件(3)为气压缸或者液压缸,所述输出轴为活塞杆。
9.根据权利要求1或2所述的端面密封圈压紧锁死设备,其特征在于:所述密封槽(7)为圆形槽,所述压紧锁死刀(5)上的所述刀齿(8)呈环形分布。
技术总结
本技术公开了端面密封圈压紧锁死设备,包括压紧锁死刀,安装支架的下端固定设置在底座上,压紧驱动件固定设置在安装支架的上端,且压紧驱动件上输出轴的伸缩方向与底座的上表面垂直,固定板固定设置在压紧驱动件的输出轴上,固定板与底座的上表面平行,固定板设置在压紧驱动件与底座之间,固定板的上设置有若干与零件上端配合的压紧锁死刀,零件的端面上设置有密封槽,压紧锁死刀的端部设置有与密封槽槽口配合的刀齿,底座上设置有与零件下端配合的定位组件,导向组件固定设置在安装支架上。通过底座、压紧驱动件、固定板及定位组件等结合在一起,可以批量对零件进行加工,可以有效的提高加工效率,同时也降低工人的劳动强度。
技术研发人员:江斌
受保护的技术使用者:成都高新蜂鸟先进智造科技有限公司
技术研发日:20230824
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!