简易型偏心轴角度分配装配治具的制作方法
本技术涉及装配治具,特别涉及简易型偏心轴角度分配装配治具。
背景技术:
1、偏心轴是一种具有偏心特点的旋转轴,它的特点是轴心与旋转轴承不是同一条直线上,而是有一定的偏移,这种设计可以产生一定的偏心运动,用于实现特定的运动效果或功能,偏心轴一般是通过偏心孔固定在电机旋转轴上,在电机启动时,做凸轮运动。因此,偏心轴被广泛应用于汽车、发动机、泵等。
2、然而一些偏心轴对加工精度要求较高,因此,如果人工直接手动去进行装配,不仅易存在加工及装配误差,影响压缩比调节精度,同时,偏心轴在装配后,也存在轴承处的间隙较大的问题,进而影响偏心轴的使用效果。
技术实现思路
1、本实用新型的主要目的在于提供简易型偏心轴角度分配装配治具,可以有效解决人工装配,易存在加工及装配误差的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
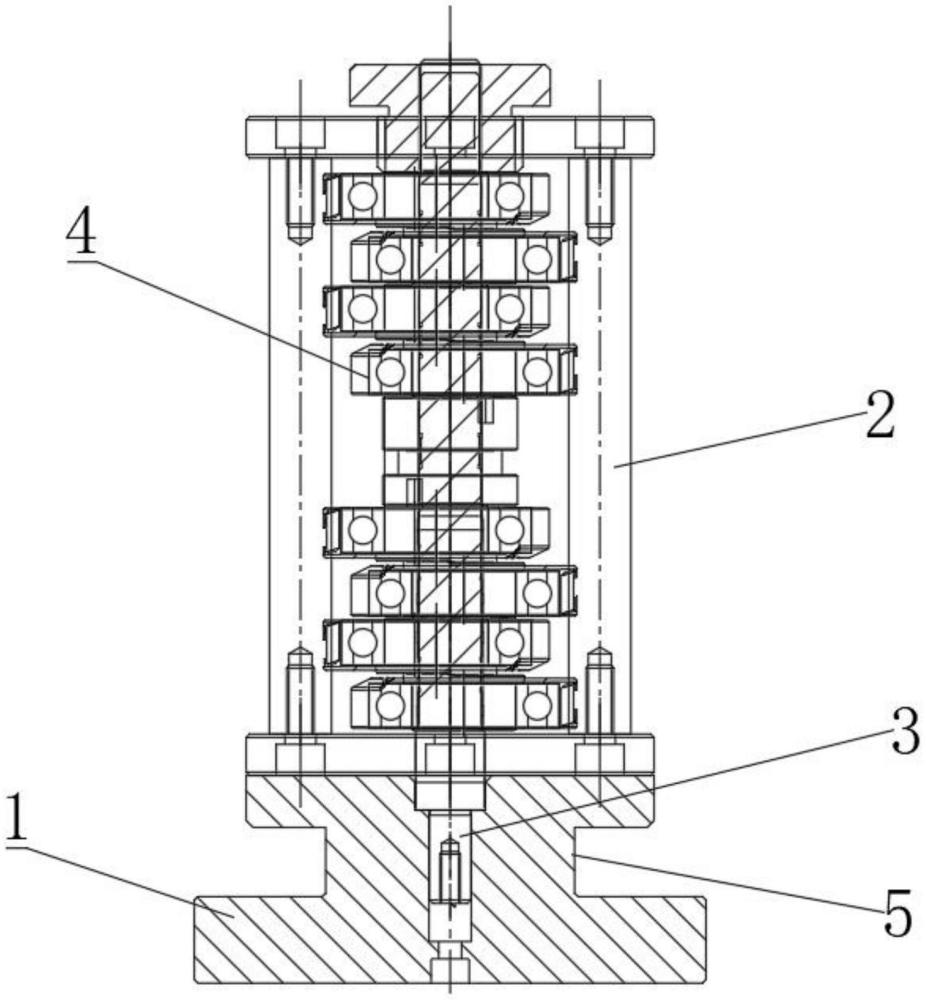
3、简易型偏心轴角度分配装配治具,包括支撑底座,所述支撑底座上端安装有圆形装配座,所述支撑底座和圆形装配座上端中部共同安装有装配用轴,所述装配用轴上端安装有若干个装配式偏心轴承,所述圆形装配座上端安装有偏心轴压装治具。
4、优选的,所述偏心轴压装治具包括上底座和下底座,所述上底座和下底座之间安装有三个支撑轴,所述上底座上端安装有锁紧螺丝,所述锁紧螺丝外表面刻有防滑纹。通过旋动锁紧螺丝,并且锁紧螺丝上刻有的防滑纹也方便人们将其进行旋动,锁紧螺丝进而带动上底座将装配用轴上的若干个装配式偏心轴承全部进行夹紧,此时人们可将偏心轴压装治具提起,以方便装配式偏心轴承挪至至压机处进行加工装配,不仅提高了偏心轴的装配效率,同时也能够减少装配的误差,提高了装配质量。
5、优选的,所述上底座和下底座上端均开有装配卡槽,所述上底座和下底座对应的一端均安装有三个卡柱。
6、优选的,所述上底座和下底座上的装配卡槽尺寸一致且位置上下对应。
7、优选的,所述锁紧螺丝通过装配卡槽安装在上底座上端。
8、优选的,所述卡柱与支撑轴位置上下对应。
9、与现有技术相比,本实用新型具有如下有益效果:
10、1、当需要对偏心轴进行装配时,首先将所需的装配式偏心轴承依次插入在装配用轴上,待所需的装配式偏心轴承全部放入后,通过偏心轴压装治具由下底座和上底座上开有的装配卡槽随之插在圆形装配座上,此时下底座和上底座分别位于的装配式偏心轴承的上端和下端,接着通过旋动锁紧螺丝,并且锁紧螺丝上刻有的防滑纹也方便人们将其进行旋动,锁紧螺丝进而带动上底座将装配用轴上的若干个装配式偏心轴承全部进行夹紧,此时人们可将偏心轴压装治具提起,以方便装配式偏心轴承挪至至压机处进行加工装配,不仅提高了偏心轴的装配效率,同时也能够减少装配的误差,提高了装配质量。
技术特征:
1.简易型偏心轴角度分配装配治具,包括支撑底座(1),其特征在于:所述支撑底座(1)上端安装有圆形装配座(5),所述支撑底座(1)和圆形装配座(5)上端中部共同安装有装配用轴(3),所述装配用轴(3)上端安装有若干个装配式偏心轴承(4),所述圆形装配座(5)上端安装有偏心轴压装治具(2)。
2.根据权利要求1所述的简易型偏心轴角度分配装配治具,其特征在于:所述偏心轴压装治具(2)包括上底座(21)和下底座(20),所述上底座(21)和下底座(20)之间安装有三个支撑轴(22),所述上底座(21)上端安装有锁紧螺丝(23),所述锁紧螺丝(23)外表面刻有防滑纹(24)。
3.根据权利要求2所述的简易型偏心轴角度分配装配治具,其特征在于:所述上底座(21)和下底座(20)上端均开有装配卡槽(25),所述上底座(21)和下底座(20)对应的一端均安装有三个卡柱(26)。
4.根据权利要求3所述的简易型偏心轴角度分配装配治具,其特征在于:所述上底座(21)和下底座(20)上的装配卡槽(25)尺寸一致且位置上下对应。
5.根据权利要求3所述的简易型偏心轴角度分配装配治具,其特征在于:所述锁紧螺丝(23)通过装配卡槽(25)安装在上底座(21)上端。
6.根据权利要求3所述的简易型偏心轴角度分配装配治具,其特征在于:所述卡柱(26)与支撑轴(22)位置上下对应。
技术总结
本技术公开了简易型偏心轴角度分配装配治具,包括支撑底座,所述支撑底座上端安装有圆形装配座,所述支撑底座和圆形装配座上端中部共同安装有装配用轴,所述装配用轴上端安装有若干个装配式偏心轴承,所述圆形装配座上端安装有偏心轴压装治具。本技术所述的简易型偏心轴角度分配装配治具,通过通过旋动锁紧螺丝,并且锁紧螺丝上刻有的防滑纹也方便人们将其进行旋动,锁紧螺丝进而带动上底座将装配用轴上的若干个装配式偏心轴承全部进行夹紧,此时人们可将偏心轴压装治具提起,以方便装配式偏心轴承挪至至压机处进行加工装配,不仅提高了偏心轴的装配效率,同时也能够减少装配的误差,提高了装配质量。
技术研发人员:刘慧勇,刘海明,陈亚平,杨延许
受保护的技术使用者:苏州科瑞达智能科技有限公司
技术研发日:20230921
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!