一种轴类零件的位置检测夹具的制作方法
本技术涉及轴类零件夹具的,尤其涉及一种轴类零件的位置检测夹具。
背景技术:
1、在轴类零件的生产制造中,通常需要在轴类零件上开设有若干个用于定位安装齿轮等其余零件的安装孔。在轴类零件完成生产制造后,需要对安装孔进行位置检测。
2、参照图1所示,该类轴类零件分为直径φ1的第一段和直径φ2的第二段,且φ1>φ2;现有的检测夹具中,通常需要使用平口虎钳等夹具,驱使两个顶尖分别进入到轴类零件两端的顶尖孔中,以此来将轴类零件定心、并夹紧,再对其进行安装孔的位置检测工作。
3、但是,在此类夹具中,顶尖进入到顶尖孔中,对轴类零件进行刚性夹紧;且在其他的加工/检测工作中,顶尖孔需要重复使用,这样容易使得顶尖孔变大、变深,减少轴类零件端部的壁厚,降低轴类零件的质量。
技术实现思路
1、鉴于以上问题,本实用新型提供一种轴类零件的位置检测夹具,其目的在于,控制顶尖进入顶尖孔的深度,保证轴类零件端部的壁厚。
2、为了达到上述发明目的,本实用新型采用的技术方案如下:
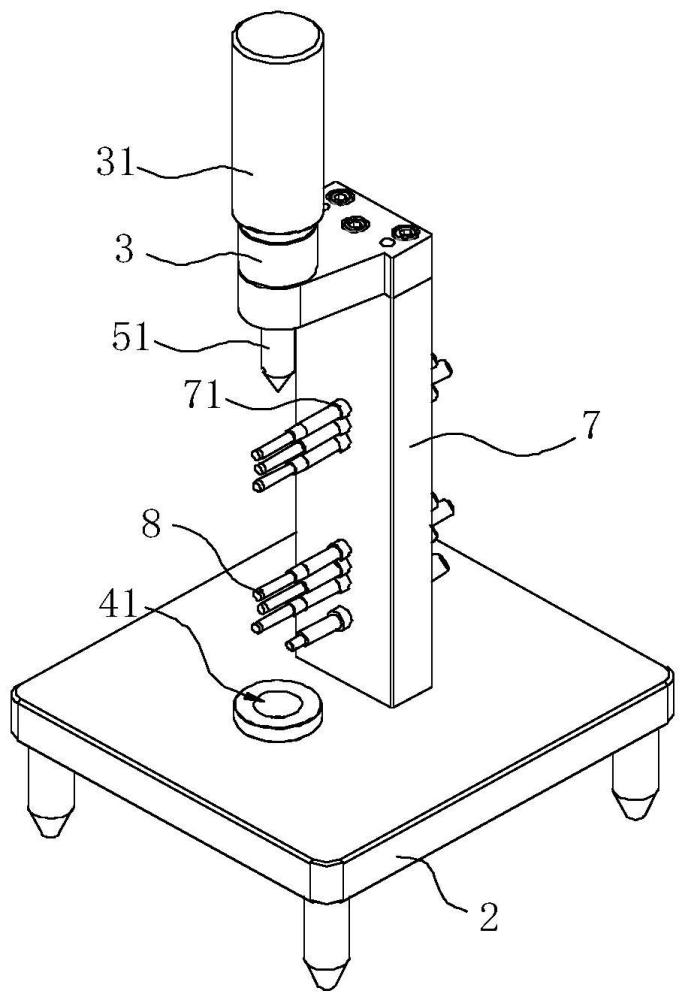
3、提供一种轴类零件的位置检测夹具,包括:底座,沿重力方向,在底座上固定安装有第一导套和第二导套,且第二导套的端部用于承载轴类零件的第一段和第二段之间的台阶面;第一顶尖,可滑动地安装于第一导套中,能够进入轴类零件的第一段的顶尖孔中;第二顶尖,可滑动地安装于第二导套中,能够进入轴类零件的第二段的顶尖孔中;弹簧,设置于第二顶尖远离轴类零件的一侧,用于支撑第二顶尖靠近轴类零件;立板,安装于底座上,且在立板上开设有若干个检测孔;若干个检测销,能够穿过检测孔并进入轴类零件的安装孔中。
4、进一步地,在第二导套设置有供轴类零件的第二段进入的沉孔,沉孔的内径为φ3,且φ1>φ3>φ2。
5、进一步地,在第一顶尖远离轴类零件的一侧安装有配装块。
6、进一步地,该装置还包括限位块,限位块通过螺纹连接安装于第二导套上,弹簧设置于限位块和第二顶尖之间。
7、进一步地,在检测孔内均安装有第三导套。
8、进一步地,立板通过螺钉,可拆卸地安装于底座上。
9、本实用新型的有益效果为:在本实用新型中,设置有第一顶尖和第二顶尖能够完成对轴类零件的对心工作,第一顶尖和第二顶尖沿重力方向安装,轴类零件上的顶尖孔只会受到第一顶尖的重力和弹簧对第二顶尖的推力;能够有效减少轴类零件的顶尖孔所受到的涨紧力,有利于控制顶尖进入顶尖孔的深度,保证轴类零件端部的壁厚。
技术特征:
1.一种轴类零件的位置检测夹具,其特征在于,包括:
2.根据权利要求1所述的轴类零件的位置检测夹具,其特征在于,在所述第二导套(4)设置有供所述轴类零件(1)的第二段进入的沉孔(41),所述沉孔(41)的内径为φ3,且φ1>φ3>φ2。
3.根据权利要求1所述的轴类零件的位置检测夹具,其特征在于,在所述第一顶尖(51)远离所述轴类零件(1)的一侧安装有配装块。
4.根据权利要求1所述的轴类零件的位置检测夹具,其特征在于,还包括限位块(9),所述限位块(9)通过螺纹连接安装于所述第二导套(4)上,所述弹簧(6)设置于所述限位块(9)和所述第二顶尖(52)之间。
5.根据权利要求1所述的轴类零件的位置检测夹具,其特征在于,在所述检测孔内均安装有第三导套(71)。
6.根据权利要求1所述的轴类零件的位置检测夹具,其特征在于,所述立板(7)通过螺钉,可拆卸地安装于所述底座(2)上。
技术总结
本技术涉及轴类零件夹具的技术领域,具体而言,公开了一种轴类零件的位置检测夹具,包括:底座,沿重力方向,在底座上固定安装有第一导套和第二导套,且第二导套的端部用于承载轴类零件的第一段和第二段之间的台阶面;第一顶尖,可滑动地安装于第一导套中,能够进入轴类零件的第一段的顶尖孔中;第二顶尖,可滑动地安装于第二导套中,能够进入轴类零件的第二段的顶尖孔中;弹簧,设置于第二顶尖远离轴类零件的一侧,用于支撑第二顶尖靠近轴类零件;立板,安装于底座上,且在立板上开设有若干个检测孔;若干个检测销,能够穿过检测孔并进入轴类零件的安装孔中。本技术有利于控制顶尖进入顶尖孔的深度,保证轴类零件端部的壁厚。
技术研发人员:邓媛媛,李青
受保护的技术使用者:四川宁量精密工具有限公司
技术研发日:20231010
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!