用于电机控制器驱动板组件的手动拆卸工装的制作方法
本技术涉及新能源汽车,尤其涉及一种用于电机控制器驱动板组件的手动拆卸工装。
背景技术:
1、新能源驱动电机控制器在制造过程中通常会采用驱动板组件,驱动板组件大多由驱动模块、驱动板以及螺钉组成,其安装工艺为驱动模块与驱动板压接,然后通过螺钉锁定,提高了生产效率。但是当驱动板组件中驱动板出现故障,而驱动模块无故障时,驱动板组件难以拆卸。传统拆卸方式大多由操作人员直接将驱动板从驱动模块上拔出,导致驱动模块中的pin针被一起被拔出,损坏驱动模块,提高了生产制造成本。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种用于电机控制器驱动板组件的手动拆卸工装,本工装克服传统驱动板组件拆卸作业的缺陷,避免直接插拔导致的驱动模块损坏,从而极大提高驱动模块的可重复利用率,降低生产制造成本。
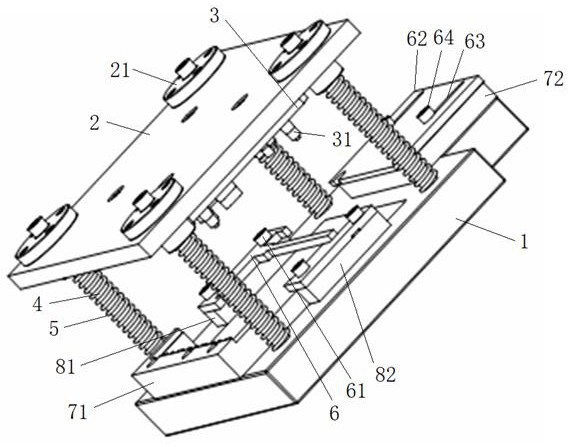
2、为解决上述技术问题,本实用新型用于电机控制器驱动板组件的手动拆卸工装包括下底板、上压板、顶针板、导向柱、弹簧、第一定位托板、左右定位块和前后定位块,所述导向柱垂直设于所述下底板四角,所述弹簧套入所述导向柱,所述上压板四角穿入所述导向柱并沿导向柱升降,所述顶针板设于所述上压板底面并且顶针排布与驱动板组件的驱动模块pin针排布匹配,所述左右定位块分别设于所述下底板左右两侧,所述前后定位块分别设于所述下底板前后两侧,所述第一定位托板一端通过螺钉固定于前定位块顶面、另一端搭接于后定位块顶面。
3、进一步,本工装还包括衬套,所述衬套设于所述上压板四角并且套入所述导向柱顶端。
4、进一步,本工装还包括第二定位托板,所述第二定位托板设有长槽并通过螺钉穿入长槽活动设于所述右定位块的顶面。
5、进一步,所述第一定位托板是t形托板,t形托板的横杆通过螺钉固定于前定位块顶面、直杆搭接于后定位块顶面。
6、由于本实用新型用于电机控制器驱动板组件的手动拆卸工装采用了上述技术方案,即本工装的导向柱垂直设于下底板四角,弹簧套入导向柱,上压板四角穿入导向柱并沿导向柱升降,顶针板设于上压板底面并且顶针排布与驱动板组件的驱动模块pin针排布匹配,左右定位块分别设于下底板左右两侧,前后定位块分别设于下底板前后两侧,第一定位托板一端通过螺钉固定于前定位块顶面、另一端搭接于后定位块顶面。本工装克服传统驱动板组件拆卸作业的缺陷,避免直接插拔导致的驱动模块损坏,从而极大提高驱动模块的可重复利用率,降低生产制造成本。
技术特征:
1.一种用于电机控制器驱动板组件的手动拆卸工装,其特征在于:本工装包括下底板、上压板、顶针板、导向柱、弹簧、第一定位托板、左右定位块和前后定位块,所述导向柱垂直设于所述下底板四角,所述弹簧套入所述导向柱,所述上压板四角穿入所述导向柱并沿导向柱升降,所述顶针板设于所述上压板底面并且顶针排布与驱动板组件的驱动模块pin针排布匹配,所述左右定位块分别设于所述下底板左右两侧,所述前后定位块分别设于所述下底板前后两侧,所述第一定位托板一端通过螺钉固定于前定位块顶面、另一端搭接于后定位块顶面。
2.根据权利要求1所述的用于电机控制器驱动板组件的手动拆卸工装,其特征在于:本工装还包括衬套,所述衬套设于所述上压板四角并且套入所述导向柱顶端。
3.根据权利要求1或2所述的用于电机控制器驱动板组件的手动拆卸工装,其特征在于:本工装还包括第二定位托板,所述第二定位托板设有长槽并通过螺钉穿入长槽活动设于所述右定位块的顶面。
4.根据权利要求3所述的用于电机控制器驱动板组件的手动拆卸工装,其特征在于:所述第一定位托板是t形托板,t形托板的横杆通过螺钉固定于前定位块顶面、直杆搭接于后定位块顶面。
技术总结
本技术公开了一种用于电机控制器驱动板组件的手动拆卸工装,本工装的导向柱垂直设于下底板四角,弹簧套入导向柱,上压板四角穿入导向柱并沿导向柱升降,顶针板设于上压板底面并且顶针排布与驱动板组件的驱动模块PIN针排布匹配,左右定位块分别设于下底板左右两侧,前后定位块分别设于下底板前后两侧,第一定位托板一端通过螺钉固定于前定位块顶面、另一端搭接于后定位块顶面。本工装克服传统驱动板组件拆卸作业的缺陷,避免直接插拔导致的驱动模块损坏,从而极大提高驱动模块的可重复利用率,降低生产制造成本。
技术研发人员:陈伟,施良琼,王仁军
受保护的技术使用者:上海大郡动力控制技术有限公司
技术研发日:20231018
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!