一种产品装配用画线测量工具的制作方法
本技术涉及机械制造,具体涉及一种适于大型罩体或薄壁部件等产品装配用画线测量工具。
背景技术:
1、在机械制造技术领域,很多大型罩体或薄壁部件由于工差累积、间隙调整等原因,需要根据现场装配情况对其进行手动切割打磨,因此这些产品在交付时往往保留约3~10mm的交付余量。例如在航空制造技术领域中,飞机的大型化使得装配零件数量成倍增加,造成装配工作量急剧增大。很多飞机零件在装配前需要在零件表面画出与边界偏离一定距离的外形线,用于参照修配。以往一般采用钢板尺等传统画线工具对零件进行测量后再在零件表面画出标记点,再将所有标记点进行连线,但这种方法仅适用于外形为直线的零件,当零件端面为曲线型时采用以上方式难以画出与零件外形一致的曲线,画线精度低,进而影响零件的装配质量,可见传统画线工具无法满足曲线、圆弧等场景。另外,且画线效率低,使用不方便。
2、因此,十分有必要研发一种结构简单、方便高效、适用于直线、圆弧、不规则曲线等多种线条的产品装配用画线测量工具。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的在于提供一种产品装配用画线测量工具,该画线测量工具结构简单、画线精度高,使用方便,大大提高了现场装配的画线效率。
2、为解决上述问题,本实用新型所采用的技术方案如下:
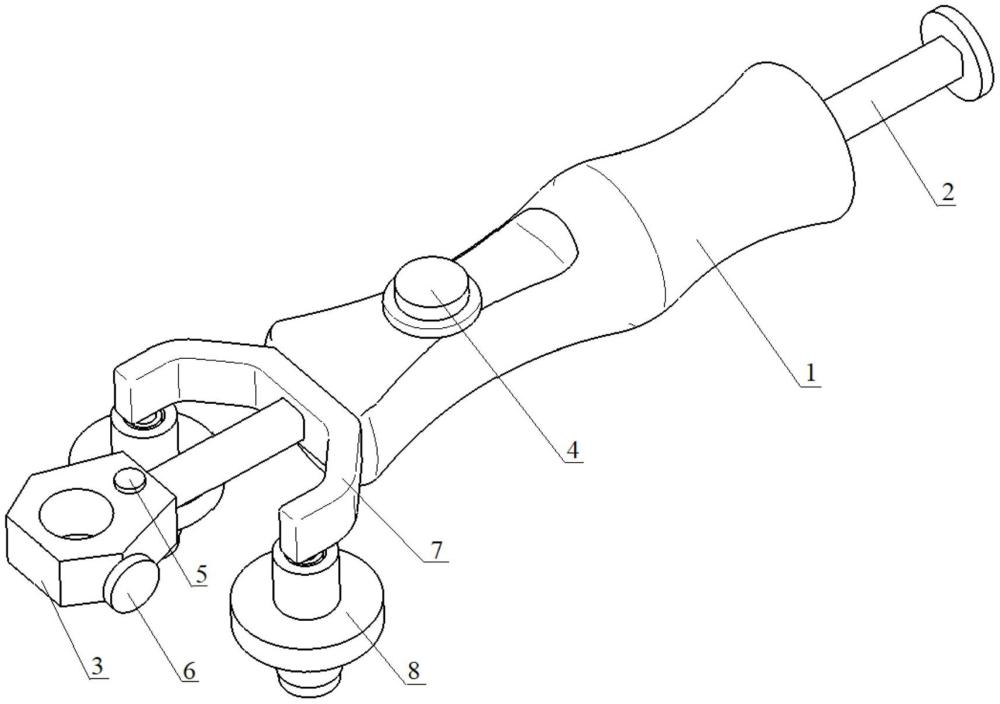
3、一种产品装配用画线测量工具,其包括手柄、具有刻度的中心测量杆、以及用于安装画线笔的夹持座;所述中心测量杆穿设在手柄内且可沿着手柄轴向来回活动,所述手柄上设置有用于锁紧中心测量杆的第一螺纹紧固件;所述夹持座可拆卸地安装在中心测量杆的端部上;所述手柄的端部固定设置有u形连接件,所述u形连接件上可转动地设置有相对于中心测量杆对称的一对滚轴。
4、作为本实用新型优选的实施方式,所述夹持座上设置有用于安装画线笔的安装孔。
5、进一步地,所述滚轴的中心轴与所述安装孔的中心轴相互平行。
6、作为本实用新型优选的实施方式,所述夹持座对应安装孔中心轴的位置上标识有“0”刻线;当所述夹持座与u形连接件贴合时,所述“0”刻线与任一滚轴的最大外径相切。
7、作为本实用新型优选的实施方式,所述滚轴包括具有中心孔的法兰盘,所述法兰盘的上下两侧分别设置有沿中心孔轴向延伸的圆筒;所述滚轴通过螺栓与所述u形连接件可转动连接。
8、作为本实用新型优选的实施方式,所述螺栓的一端设置有短螺纹、另一端设有螺帽。
9、作为本实用新型优选的实施方式,所述中心测量杆远离所述夹持座的一端端部上设置有限位块。
10、作为本实用新型优选的实施方式,所述夹持座通过第二螺纹紧固件与中心测量杆可拆卸连接;所述夹持座的侧壁上还设置有用于固定锁紧画线笔的第三螺纹紧固件。
11、相比现有技术,本实用新型的有益效果在于:
12、本实用新型的产品装配用画线测量工具结构简单、稳定性好,易于操作,便于携带,适用直线、圆弧、不规则曲线等多种外形的画线,有效解决了采用手工连点划线的方式操作繁琐、效率低、准确性差并难以划出与零件外形一致曲线的问题,大大提高了现场装配中的画线效率和画线精度,从而有效保证了零件的装配质量、极大程度地减少零件的报废率;同时,本实用新型的画线测量工具还可以在一定范围内调节画线与零件边界的偏离距离,并可实现刻度量程内的简单测量,能够更好地满足飞机等大型罩体或零件装配的画线测量需求。
技术特征:
1.一种产品装配用画线测量工具,其特征在于:包括手柄、具有刻度的中心测量杆、以及用于安装画线笔的夹持座;所述中心测量杆穿设在手柄内且可沿着手柄轴向来回活动,所述手柄上设置有用于锁紧中心测量杆的第一螺纹紧固件;所述夹持座可拆卸地安装在中心测量杆的端部上;所述手柄的端部固定设置有u形连接件,所述u形连接件上可转动地设置有相对于中心测量杆对称的一对滚轴。
2.根据权利要求1所述的产品装配用画线测量工具,其特征在于:所述夹持座上设置有用于安装画线笔的安装孔。
3.根据权利要求2所述的产品装配用画线测量工具,其特征在于:所述滚轴的中心轴与所述安装孔的中心轴相互平行。
4.根据权利要求2所述的产品装配用画线测量工具,其特征在于:所述夹持座对应安装孔中心轴的位置上标识有“0”刻线;当所述夹持座与u形连接件贴合时,所述“0”刻线与任一滚轴的最大外径相切。
5.根据权利要求1或4所述的产品装配用画线测量工具,其特征在于:所述滚轴包括具有中心孔的法兰盘,所述法兰盘的上下两侧分别设置有沿中心孔轴向延伸的圆筒;所述滚轴通过螺栓与所述u形连接件可转动连接。
6.根据权利要求5所述的产品装配用画线测量工具,其特征在于:所述螺栓的一端设置有短螺纹、另一端设有螺帽。
7.根据权利要求1所述的产品装配用画线测量工具,其特征在于:所述中心测量杆远离所述夹持座的一端端部上设置有限位块。
8.根据权利要求1所述的产品装配用画线测量工具,其特征在于:所述夹持座通过第二螺纹紧固件与中心测量杆可拆卸连接;所述夹持座的侧壁上还设置有用于固定锁紧画线笔的第三螺纹紧固件。
技术总结
本技术公开了一种产品装配用画线测量工具,属于机械制造技术领域。该画线测量工具包括手柄、具有刻度的中心测量杆、以及用于安装画线笔的夹持座;所述中心测量杆穿设在手柄内且可沿着手柄轴向来回活动,所述手柄上设置有用于锁紧中心测量杆的第一螺纹紧固件;所述夹持座可拆卸地安装在中心测量杆的端部上;所述手柄的端部固定设置有U形连接件,所述U形连接件上可转动地设置有相对于中心测量杆对称的一对滚轴。本技术结构简单、稳定性好,易于操作,便于携带,适用直线、圆弧、不规则曲线等多种外形的画线,画线效率和画线精度高,有效保证了零件的装配质量并可实现刻度量程内的简单测量。
技术研发人员:蔡骏文,付景丽,杨新良,罗秋柠
受保护的技术使用者:中航通飞华南飞机工业有限公司
技术研发日:20231018
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!