一种零件加工通用夹具的制作方法
本技术涉及夹具,尤其涉及一种零件加工通用夹具。
背景技术:
1、精密零部件加工的过程中需要通过做工装夹具辅助装夹来保证产品的形位公差尺寸要求,但一般根据产品特征来定做简易工装,此工装较为单一,通用性不强,成本较高。
2、cn208514125u公开了一种零件加工夹具,包括夹具主体及装夹组件,多个装夹组件在夹具主体上周向分布,装夹组件包括支撑装置、下压装置以及弹性预紧装置,支撑装置以及下压装置分别可升降地设置于夹具主体,且下压装置的压紧面能够与支撑装置的支撑面相互靠拢以固定零件,弹性预紧装置用于设置于下压装置的压紧面与支撑装置的支撑面中的一个与零件之间;上述零件加工夹具在使用时包括预夹紧以及找正两个过程,在找正过程中,不需要反复松开夹具,也不需要垫薄片,只需要在预夹紧后对下压装置与支撑装置中不与弹性预紧装置接触配合的一个进行调整即可,便于操作,效率更高,能够有效降低对操作者经验及熟练度的依赖,并避免在加工时零件滑动的风险。
3、cn219521275u公开了一种薄壁零件加工用夹具。该薄壁零件加工用夹具包括主体、多个限位件和多个定位件,薄壁零件能放置于所主体的上表面,多个限位件活动设置于主体上且沿主体的周向均匀排布,多个限位件能将薄壁零件的外缘底部锁止,从而对薄壁零件进行稳定限位,有效解决薄壁零件加工中出现的变形,保证加工精度和质量。多个定位件活动设置于主体上且沿主体的周向均匀排布,多个定位件围设形成的轮廓与主体同轴心,薄壁零件的内表面同时抵接于多个定位件的侧面上,从而对薄壁零件的放置位置进行定位,保证其位置的精准度,加工批量的薄壁零件时,无需每次都找主体的中心点,提高了作业效率。
4、cn215548074u公开了一种适用于半导体零件的加工夹具,包括底座,底座上设置有支撑座,支撑座的中心处设置有产品凹槽,底座上设置有第一固定块和第二固定块,第一固定块和第二固定块上分别设置有第一滑轨和第二滑轨,第一滑块和第二滑块的上端面呈倾斜结构,支撑座上设置有第一支撑跷柱和第二支撑跷柱,第一支撑跷柱和第二支撑跷柱上分别设置有第一压块和第二压块,支撑座上穿接有第一压杆和第二压杆,第一压杆和第二压杆的上端分别与第一压块和第二压块的一端相连,第一压杆和第二压杆通过各自对应的第一滑块和第二滑块,使第一压块和第二压块的另一端与产品相碰触压紧设置。本实用新型能快速对产品进行装夹,实现高效的工作。
5、但上述夹具的通用性不强,成本较高,应用范围较窄。
技术实现思路
1、鉴于现有技术中存在的问题,本实用新型提供一种零件加工通用夹具,通过在矩形底板上设置特定的固定槽,可实现对不同尺寸类型零件的稳固装夹,大幅度提高夹具的通用性,降低夹具的生产成本。
2、为达此目的,本实用新型采用以下技术方案:
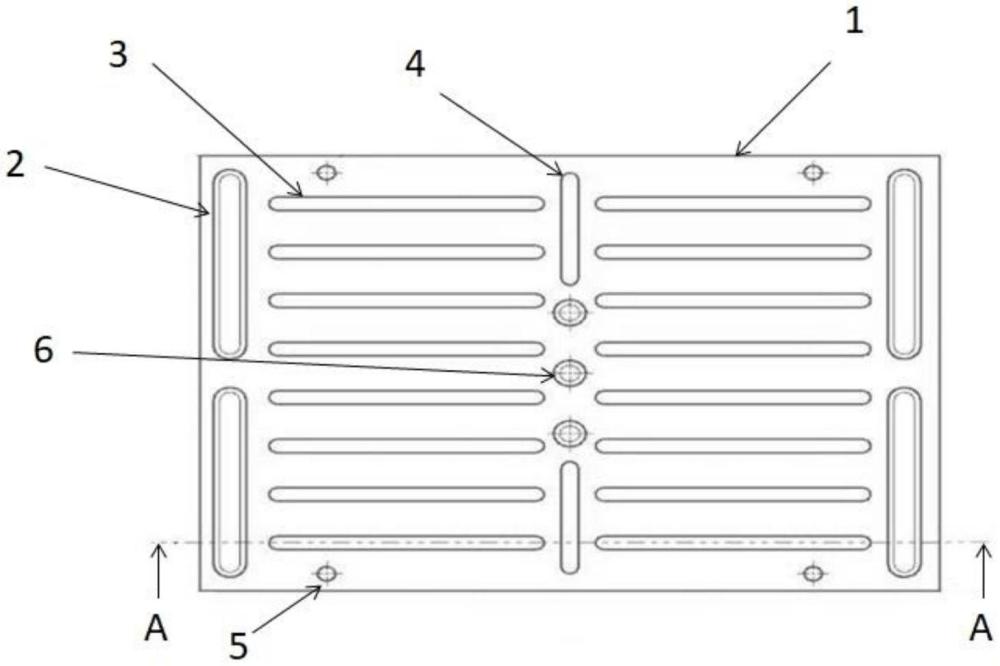
3、本实用新型提供一种零件加工通用夹具,所述零件加工通用夹具包括矩形底板和设置在所述矩形底板上的第一固定槽、第二固定槽和中心固定槽;
4、所述中心固定槽设置在所述矩形底板的中间;所述第二固定槽和第一固定槽依次对称设置在所述中心固定槽的两侧。
5、本实用新型所述的零件加工通用夹具的结构设计合理,可以正反使用,设置在所述矩形底板上的第一固定槽、第二固定槽和中心固定槽可满足不同尺寸类型零件的装夹,降低了夹具的生产成本;而且所述零件加工通用夹具装夹稳固,可提高零件的加工精度,应用范围广阔。
6、优选地,所述矩形底板的长度为600~630mm,例如可以是600mm、603mm、605mm、610mm、615mm、620mm、625mm或630mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;
7、宽度为400~480mm,例如可以是400mm、410mm、430mm、440mm、450mm、460mm、470mm或480mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;
8、厚度为30~40mm,例如可以是30mm、31mm、32mm、33mm、35mm、38mm、39mm或40mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
9、优选地,所述第一固定槽的长度方向与所述矩形底板的短边平行。
10、优选地,所述第一固定槽的数量为至少2个,例如可以是2个、3个、4个、5个、6个、7个或8个等。
11、优选地,所述第一固定槽的宽度为20~30mm,例如可以是20mm、22mm、24mm、25mm、26mm、27mm、28mm或30mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
12、优选地,所述第二固定槽的长度方向与所述第一固定槽的长度方向垂直。
13、本实用新型优选所述第二固定槽的长度方向与所述第一固定槽的长度方向垂直,这样可以在横向和纵向两个角度将需要装夹的零件进行有效固定装夹,有利于提高零件的加工精度。
14、优选地,所述第二固定槽对称设置在所述中心固定槽的两侧。
15、优选地,所述第二固定槽的数量为至少4个,例如可以是4个、5个、6个、7个、8个、9个或10个等。
16、优选地,所述第二固定槽的长度为220~230mm,例如可以是220mm、222mm、223mm、225mm、227mm、229mm或230mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
17、优选地,所述矩形底板上还设置有第一螺孔。
18、优选地,所述第一螺孔设置在所述矩形底板的长边处。
19、优选地,所述第一螺孔的数量为至少4个,例如可以是4个、5个、6个、7个、8个、9个或10个等。
20、优选地,所述中心固定槽的宽度为10~15mm,例如可以是10mm、11mm、12mm、13mm、13.5mm、14mm、14.5mm或15mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
21、优选地,所述中心固定槽的数量为至少2个,例如可以是2个、3个、4个、5个、6个、7个或8个等。
22、优选地,所述矩形底板上还设置有第二螺孔。
23、优选地,所述第二螺孔设置在所述中心固定槽的之间。
24、与现有技术相比,本实用新型至少具有以下有益效果:
25、本实用新型提供的一种零件加工通用夹具结构简单、操作方便,可以正反使用,通过在矩形底板上设置多个特定位置的固定槽,能够实现不同类型零件的稳固装夹,有效降低了夹具的生产成本,并提高了零件的加工精度,适合大规模推广应用。
技术特征:
1.一种零件加工通用夹具,其特征在于,所述零件加工通用夹具包括矩形底板和设置在所述矩形底板上的第一固定槽、第二固定槽和中心固定槽;
2.根据权利要求1所述的零件加工通用夹具,其特征在于,所述矩形底板的长度为600~630mm,宽度为400~480mm,厚度为30~40mm。
3.根据权利要求1所述的零件加工通用夹具,其特征在于,所述第一固定槽的长度方向与所述矩形底板的短边平行;
4.根据权利要求1所述的零件加工通用夹具,其特征在于,所述第二固定槽的长度方向与所述第一固定槽的长度方向垂直;
5.根据权利要求1所述的零件加工通用夹具,其特征在于,所述第二固定槽的数量为至少4个。
6.根据权利要求1所述的零件加工通用夹具,其特征在于,所述第二固定槽的长度为220~230mm。
7.根据权利要求1所述的零件加工通用夹具,其特征在于,所述矩形底板上还设置有第一螺孔;
8.根据权利要求1所述的零件加工通用夹具,其特征在于,所述中心固定槽的宽度为10~15mm。
9.根据权利要求1所述的零件加工通用夹具,其特征在于,所述中心固定槽的数量为至少2个。
10.根据权利要求1所述的零件加工通用夹具,其特征在于,所述矩形底板上还设置有第二螺孔;
技术总结
本技术提供一种零件加工通用夹具,所述零件加工通用夹具包括矩形底板和设置在所述矩形底板上的第一固定槽、第二固定槽和中心固定槽;所述中心固定槽设置在所述矩形底板的中间;所述第二固定槽和第一固定槽依次对称设置在所述中心固定槽的两侧。所述零件加工通用夹具结构简单、操作方便,可以正反使用,能够实现不同类型类型零件的稳固装夹,有效降低了夹具的生产成本,适合大规模推广应用。
技术研发人员:姚力军,张桐滨,李响,伍贤武,王卫祥
受保护的技术使用者:沈阳睿昇精密制造有限公司
技术研发日:20231024
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!