高线辊箱油膜轴承安装拆卸工装的制作方法
本技术属于高速线材轧机维护工具,尤其涉及一种高线辊箱油膜轴承安装拆卸工装。
背景技术:
1、目前,针对高线辊箱油膜轴承的安装,大部分厂家采用加热偏心套、冷冻油膜轴承的方法,存在加热冷冻时间太长(12小时以上),加热冷冻温度不易控制,安装不易到位,拆卸为暴力拆卸。因此油膜轴承在装入偏心套内孔时的装配质量不高、装配时间长等缺陷;拆卸油膜轴承为暴力拆卸,油膜轴承拆卸后严重变形,不能二次利用,浪费严重。
技术实现思路
1、本实用新型的目的是提供一种高线辊箱油膜轴承安装拆卸工装,旨在解决现有技术中通过加热偏心套、冷冻油膜轴承来完成油膜轴承的安装,采用暴力拆卸导致油膜轴承变形的技术问题。
2、为解决上述技术问题,本实用新型所采取的技术方案是:
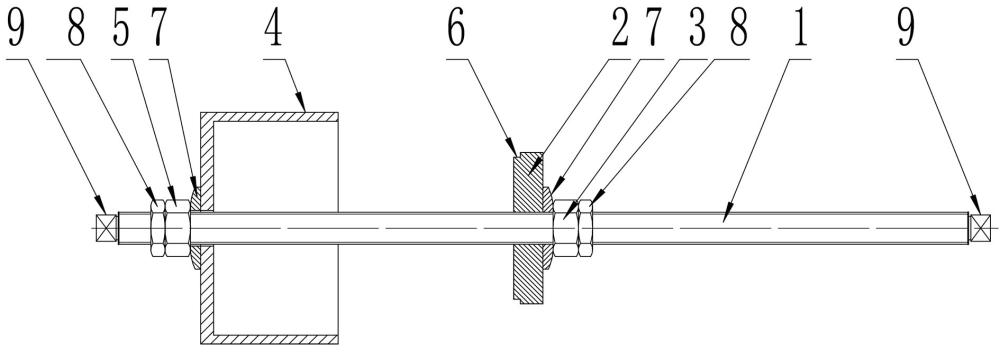
3、一种高线辊箱油膜轴承安装拆卸工装,包括丝杆、定位组件和压盖,所述定位组件及压盖均套装于丝杆上,所述定位组件用于对偏心套进行定位,所述定位组件朝向偏心套的一侧内部设有用于容纳油膜轴承的内腔;所述压盖能够与油膜轴承的孔口端面配合,所述油膜轴承的外圆面能够与偏心套内孔配合;所述压盖的外侧设有锁紧螺母,所述锁紧螺母与丝杆螺纹配合,用于驱动压盖使油膜轴承进入偏心套的内孔或者将油膜轴承从偏心套内顶出。
4、优选的,所述定位组件包括定位套和锁固螺母,所述定位套和锁固螺母均套装于丝杆上,所述锁固螺母与偏心套分别设置于定位套的两侧;所述定位套为一端封堵的管状结构,所述定位套敞口一端的端面能够与偏心套的端面抵接;所述定位套的内孔直径大于油膜轴承的外径、深度大于油膜轴承的宽度。
5、优选的,所述压盖的里侧端面上设有止口,所述压盖的外径小于偏心套的内孔直径,所述止口的外圆面能够与油膜轴承的内孔配合,所述止口根部的环形端面能够与油膜轴承的外侧端面抵接。
6、优选的,所述压盖的外径小于偏心套内孔直径1mm,所述止口的外径小于油膜轴承的内径1mm。
7、优选的,所述定位套封堵一端的中部及压盖的中部均设有与丝杆配合的内螺纹。
8、优选的,所述锁紧螺母与压盖之间、锁固螺母与定位套之间均设有垫片,所述垫片与压盖或定位套接触的一端为平面、另一端为球冠状。
9、优选的,所述丝杆、定位套、压盖及垫片均为调质处理后的结构钢。
10、优选的,所述锁紧螺母及锁固螺母的外侧均设有背母。
11、优选的,所述丝杆的两端均设有与扳手配合的四方头。
12、采用上述技术方案所产生的有益效果在于:与现有技术相比,本实用新型通过定位组件及压盖置于偏心套及油膜轴承的两侧,再穿丝杆并旋紧压盖外侧的锁紧螺母。利用定位组件对偏心套进行定位,固定定位组件并转动丝杆,利用压盖将油膜轴承压入偏心套内完成安装,或者将油膜轴承顶出偏心套完成拆卸。采用本实用新型装卸油膜轴承方便快捷,油膜轴承和偏心套不用加热冷冻,即用即装,提高了工作效率;利用压盖顶推油膜轴承,可将推力均匀传递到油膜轴承端面,确保油膜轴承装卸过程中不变形,装配质量高,拆卸的油膜轴承还能够二次利用。
技术特征:
1.一种高线辊箱油膜轴承安装拆卸工装,其特征在于:包括丝杆、定位组件和压盖,所述定位组件及压盖均套装于丝杆上,所述定位组件用于对偏心套进行定位,所述定位组件朝向偏心套的一侧内部设有用于容纳油膜轴承的内腔;所述压盖能够与油膜轴承的孔口端面配合,所述油膜轴承的外圆面能够与偏心套内孔配合;所述压盖的外侧设有锁紧螺母,所述锁紧螺母与丝杆螺纹配合,用于驱动压盖使油膜轴承进入偏心套的内孔或者将油膜轴承从偏心套内顶出。
2.根据权利要求1所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述定位组件包括定位套和锁固螺母,所述定位套和锁固螺母均套装于丝杆上,所述锁固螺母与偏心套分别设置于定位套的两侧;所述定位套为一端封堵的管状结构,所述定位套敞口一端的端面能够与偏心套的端面抵接;所述定位套的内孔直径大于油膜轴承的外径、深度大于油膜轴承的宽度。
3.根据权利要求1所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述压盖的里侧端面上设有止口,所述压盖的外径小于偏心套的内孔直径,所述止口的外圆面能够与油膜轴承的内孔配合,所述止口根部的环形端面能够与油膜轴承的外侧端面抵接。
4.根据权利要求3所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述压盖的外径小于偏心套内孔直径1mm,所述止口的外径小于油膜轴承的内径1mm。
5.根据权利要求2所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述定位套封堵一端的中部及压盖的中部均设有与丝杆配合的内螺纹。
6.根据权利要求2所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述锁紧螺母与压盖之间、锁固螺母与定位套之间均设有垫片,所述垫片与压盖或定位套接触的一端为平面、另一端为球冠状。
7.根据权利要求6所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述丝杆、定位套、压盖及垫片均为调质处理后的结构钢。
8.根据权利要求2-7任一项所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述锁紧螺母及锁固螺母的外侧均设有背母。
9.根据权利要求8所述的高线辊箱油膜轴承安装拆卸工装,其特征在于:所述丝杆的两端均设有与扳手配合的四方头。
技术总结
本技术公开了一种高线辊箱油膜轴承安装拆卸工装,属于高速线材轧机维护工具技术领域,包括丝杆及均套装于丝杆上的定位组件和压盖,定位组件能够对偏心套定位、且朝向偏心套的一侧内部设有用于容纳油膜轴承的内腔;压盖能够与油膜轴承的孔口端面配合、且其外侧设有与丝杆螺纹配合的锁紧螺母,油膜轴承的外圆面与偏心套内孔配合;使用时转动丝杆,驱动压盖使油膜轴承进入偏心套的内孔或者将油膜轴承从偏心套内顶出。采用本技术装卸油膜轴承方便快捷,油膜轴承和偏心套不用加热冷冻,提高了工作效率;利用压盖顶推油膜轴承,可将推力均匀传递到油膜轴承端面,确保油膜轴承装卸过程中不变形,装配质量高,拆卸的油膜轴承还能够二次利用。
技术研发人员:屈挺双,黎义,詹春茂,张浩,贾杰
受保护的技术使用者:河北金士顿轴承科技有限公司
技术研发日:20231027
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!