一种汽车座椅打钉位置防错枪架的制作方法
本技术涉及一种汽车座椅打钉位置防错枪架,属于汽车座椅骨架装配线辅助工装的。
背景技术:
1、在汽车座椅骨架的生产装配制造过程中,螺栓连接是很重要的连接方式。螺栓连接具有结构简单、操作便捷、可以实现不同材质件连接、可拆卸成本低等多方面的优势,因而在汽车行业中应用广泛。在汽车座椅的装配过程中有众多实现调节功能的零部件均是通过螺栓安装在汽车座椅的主体框架上。以实现汽车座椅高度调节功能的马达安装为例,马达通过三颗大小为m6的螺栓使用9n.m的扭矩安装固定在骨架侧板上,在螺栓拧紧过程中需要按照设计要求,按照拧紧顺序依次对三颗螺栓进行拧紧。当未按顺序打紧时,会导致应力分布不均匀,严重时会导致所安装产品变形,甚至有螺栓断裂的风险,直接影响到产品质量。
技术实现思路
1、本实用新型要解决的技术问题是提供一种汽车座椅打钉位置防错枪架,该打钉位置防错枪架具有打钉位置及顺序具有识别功能,确保操作者可以在正确的位置,依据正确的装配螺栓顺序对产品进行装配紧固,从而保证产品的装配质量。
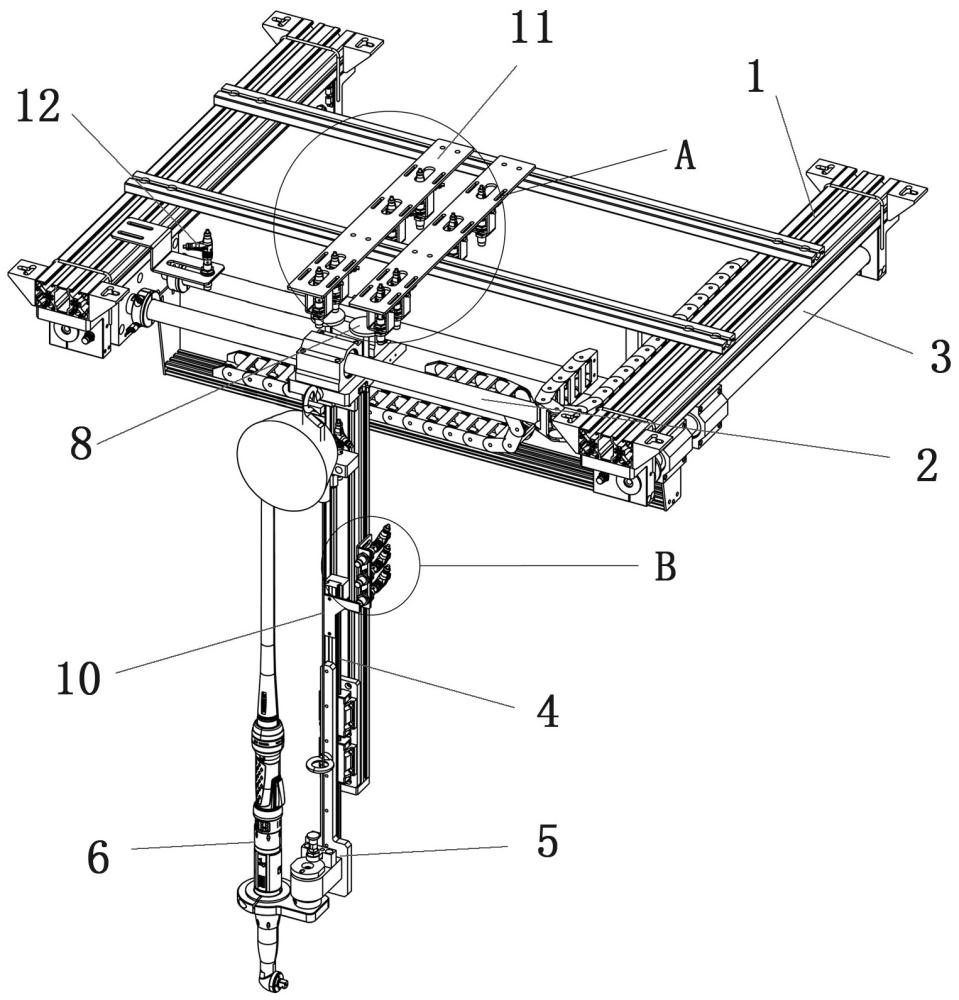
2、为解决以上问题,本实用新型的具体技术方案如下:一种汽车座椅打钉位置防错枪架,在顶部设有固定架,在固定架的下表面设有x向滑动机构和y向滑动机构,且x向滑动机构两端与y向滑动机构的滑块连接,在x向滑动机构的滑块上竖直连接z向滑轨,z向滑轨上滑动连接电枪固定架,电枪固定架上连接电枪;在固定架上设有若干个到位信号传感器,每个到位信号传感器的传感头向下并位于同一水平面上,且位信号传感器投影位置与工件待打钉位置对应,在z向滑轨的顶部设有水平挡片,水平挡片位于到位信号传感器的传感头所在平面下方。
3、所述的固定架为矩形框架结构,在框架结构上设有两根平行且y向设置的定位梁,每根定位梁上设有四个到位信号传感器,两根定位梁上的到位信号传感器两两位置对应形成四组;且在z向滑轨的顶部设置两个水平挡片。
4、所述的z向滑轨的侧表面设有螺栓到位传感器,在电枪固定架上设有竖直挡片,竖直挡片与任一一个螺栓到位传感器的位置对应。
5、在固定架的侧端设有回位传感器,回位传感器位于电枪的初始位置。
6、本申请的汽车座椅打钉位置防错枪架采用上述结构,使操作者在打钉过程中电枪固定架带动电枪移动到特定位置,相应到位信号传感器接收到到位信号之后,电枪才会收到plc发出的使能信号,电枪启动开始拧紧螺栓。这样通过plc程序控制,可以实现按照顺序触发传感器,既保证了操作人员按照设计顺序拧紧螺栓,又可以防止出现螺栓漏装、装错位置的情况发生。
技术特征:
1.一种汽车座椅打钉位置防错枪架,其特征在于: 在顶部设有固定架(1),在固定架(1)的下表面设有x向滑动机构(2)和y向滑动机构(3),且x向滑动机构(2)两端与y向滑动机构(3)的滑块连接,在x向滑动机构(2)的滑块上竖直连接z向滑轨(4),z向滑轨(4)上滑动连接电枪固定架(5),电枪固定架(5)上连接电枪(6);在固定架(1)上设有若干个到位信号传感器(7),每个到位信号传感器(7)的传感头向下并位于同一水平面上,且位信号传感器(7)投影位置与工件待打钉位置对应,在z向滑轨(4)的顶部设有水平挡片(8),水平挡片(8)位于到位信号传感器(7)的传感头所在平面下方。
2.根据权利要求1所述的汽车座椅打钉位置防错枪架,其特征在于:所述的固定架(1)为矩形框架结构,在框架结构上设有两根平行且y向设置的定位梁(11),每根定位梁(11)上设有四个到位信号传感器(7),两根定位梁(11)上的到位信号传感器(7)两两位置对应形成四组;且在z向滑轨(4)的顶部设置两个水平挡片(8)。
3.根据权利要求1所述的汽车座椅打钉位置防错枪架,其特征在于:所述的z向滑轨(4)的侧表面设有螺栓到位传感器(9),在电枪固定架(5)上设有竖直挡片(10),竖直挡片(10)与任一一个螺栓到位传感器(9)的位置对应。
4.根据权利要求1所述的汽车座椅打钉位置防错枪架,其特征在于:在固定架(1)的侧端设有回位传感器(12),回位传感器(12)位于电枪(6)的初始位置。
技术总结
本技术涉及一种汽车座椅打钉位置防错枪架,其结构为:在固定架的下表面设有X向滑动机构和Y向滑动机构,且X向滑动机构两端与Y向滑动机构的滑块连接,在X向滑动机构的滑块上竖直连接Z向滑轨,Z向滑轨上滑动连接电枪固定架,电枪固定架上连接电枪;在固定架上设有若干个到位信号传感器,每个到位信号传感器的传感头向下并位于同一水平面上,且位信号传感器投影位置与工件待打钉位置对应,在Z向滑轨的顶部设有水平挡片,水平挡片位于到位信号传感器的传感头所在平面下方。该打钉位置防错枪架具有打钉位置及顺序具有识别功能,确保操作者可以在正确的位置,依据正确的装配螺栓顺序对产品进行装配紧固,从而保证产品的装配质量。
技术研发人员:孙晓坤,崔长浩,刘斌,高尚,由杰
受保护的技术使用者:施尔奇汽车系统(沈阳)有限公司
技术研发日:20231107
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!