一种电子早孕支架弹片安装工装的制作方法
本技术涉及电子早孕测试笔组装,更具体地说,它涉及一种电子早孕支架弹片安装工装。
背景技术:
1、电子早孕测试笔用于检测是否过早怀孕,在生产的过程中需要将弹片与支架进行组装,在组装过程中,由于支架上与弹片配合的槽非常的窄,弹片的结构又是非常薄的,使得在组装的过程中难度较高,而现有技术中通常采用人工进行组装,不仅费时费力,而且组装效率非常的底。
技术实现思路
1、本实用新型克服了现有技术中人工组装电子早孕支架和弹片费时费力、组装效率低的不足,提供了一种电子早孕支架弹片安装工装,它能够提高弹片组装在支架上的效率。
2、为了解决上述技术问题,本实用新型采用以下技术方案:一种电子早孕支架弹片安装工装,包括:
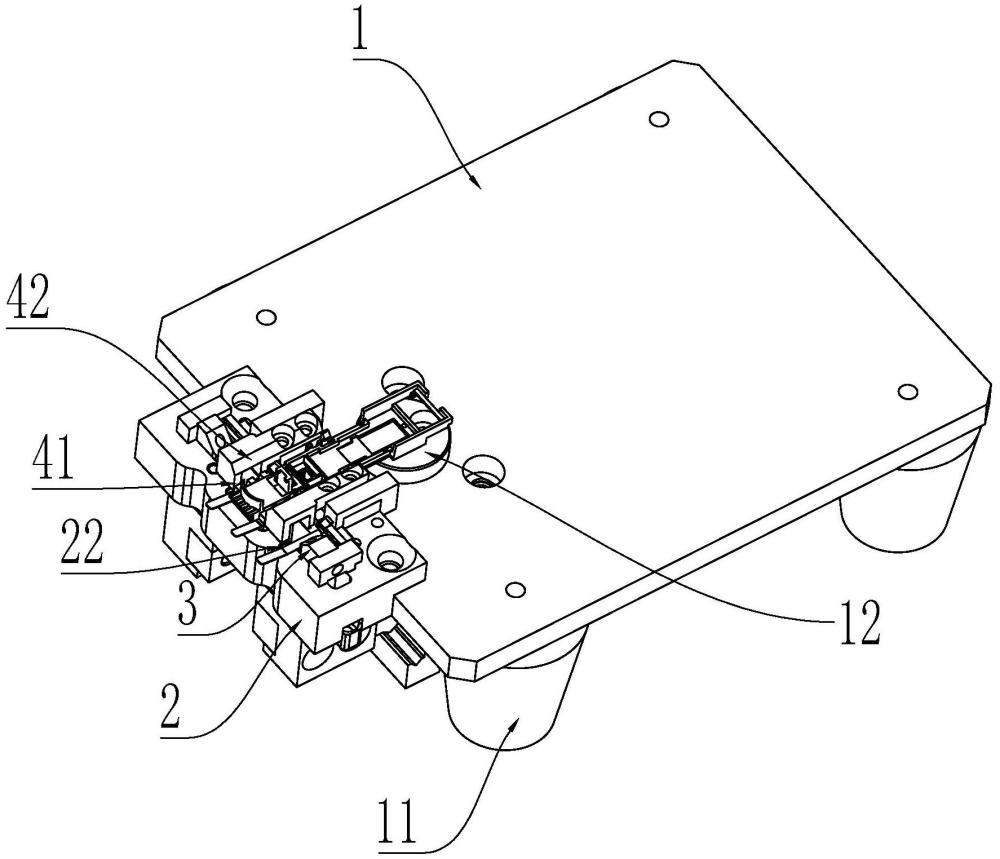
3、面板,面板上设置有用于放置电子早孕支架的放置槽;
4、推动块,其与推动装置连接,放置槽的两侧均设置有推动块,推动块用于推动弹片和电子早孕支架组装;
5、导向槽,贯穿设置在放置槽两侧的侧壁上,与电子早孕支架相对应;
6、其中,推动块推动弹片穿过导向槽和电子早孕支架配合完成组装。
7、本实用新型中,通过设置推动块和导向槽的配合,使得推动块能够推动弹片沿着导向槽进入支架槽内和电子早孕支架配合,实现半自动化安装弹片,提高了安装弹片的效率,减少了工人的劳动强度,且由于每次推动块推动弹片进入支架槽内的位置相同,从而能够保证弹片和电子早孕支架组合后的质量。具有操作简单,组装效率高的特点。
8、作为优选,面板一侧的侧边设置有安装块,安装块上设置有安装槽;推动块滑动设置在安装槽内;安装槽的侧边设置有磁吸块,磁吸块设置在导向槽远离放置槽的一端开口处。
9、通过设置磁吸块,使得在弹片被放置在安装块上是,对弹片起到吸附定位的作用,方便放置弹片,提高了组装的效率。
10、作为优选,导向槽远离放置槽的端部的开口逐渐增大。
11、导向槽远离放置槽一端的开口逐渐增大,方便推动块推动弹片进入导向槽内。
12、作为优选,安装块上设置有两块平行设置的止位块,两块止位块与安装槽相垂直,两块止位块之间形成放置槽;两块止位块的向对面设置有导向面。
13、在两块止位块的向对面上设置有导向面,导向面的设置使得放置槽两侧的开口逐渐增大,方便早孕支架放入放置槽内。
14、作为优选,止位块与安装槽的上端面之间留有间隙,该间隙形成导向槽。
15、导向槽对弹片起到导向的作用,使得能够准确的进入支架槽内。
16、作为优选,推动块上固定设置有用于推动弹片端部运动的端部推块。
17、端部推块在推动的过程中抵接在弹片的端部,使得端部推块与推动块配合形成“二点支撑”,提高推动过程中的稳定性;且本实用新型中的弹片的端部为弯折结构,推动进入支架槽内时与支架槽接触的阻力较大,如若不设置端部推块,弹片的端部将会难以完全进入支架槽内。
18、作为优选,面板上还设置有垫块。
19、垫块对电子早孕支架起到支撑的作用,使得电子早孕支架能平稳的躺在放置槽内。
20、作为优选,推动装置为手指气缸,两块推动块分别固定设置在手指气缸的气动手指上。
21、手指气缸上设置有两个气动手指,使得能够同步进行运动,提高组装弹片的工作效率。
22、与现有技术相比,本实用新型的有益效果是:通过设置推动块和导向槽的配合,使得推动块能够推动弹片沿着导向槽进入支架槽内和电子早孕支架配合,实现半自动化安装弹片,提高了安装弹片的效率,减少了工人的劳动强度,且由于每次推动块推动弹片进入支架槽内的位置相同,从而能够保证弹片和电子早孕支架组合后的质量。具有操作简单,组装效率高的特点。
技术特征:
1.一种电子早孕支架弹片安装工装,其特征是,包括:
2.根据权利要求1所述的电子早孕支架弹片安装工装,其特征是,面板一侧的侧边设置有安装块,安装块上设置有安装槽;推动块滑动设置在安装槽内;安装槽的侧边设置有磁吸块,磁吸块设置在导向槽远离放置槽的一端开口处。
3.根据权利要求1或2所述的电子早孕支架弹片安装工装,其特征是,导向槽远离放置槽的端部的开口逐渐增大。
4.根据权利要求2所述的电子早孕支架弹片安装工装,其特征是,安装块上设置有两块平行设置的止位块,两块止位块与安装槽相垂直,两块止位块之间形成放置槽;两块止位块的向对面设置有导向面。
5.根据权利要求4所述的电子早孕支架弹片安装工装,其特征是,止位块与安装槽的上端面之间留有间隙,该间隙形成导向槽。
6.根据权利要求1或2或4或5所述的电子早孕支架弹片安装工装,其特征是,推动块上固定设置有用于推动弹片端部运动的端部推块。
7.根据权利要求1或2或4或5所述的电子早孕支架弹片安装工装,其特征是,面板上还设置有垫块。
8.根据权利要求1或2或4或5所述的电子早孕支架弹片安装工装,其特征是,推动装置为手指气缸,两块推动块分别固定设置在手指气缸的气动手指上。
技术总结
本技术公开了一种电子早孕支架弹片安装工装,旨在解决现有技术中人工组装电子早孕支架和弹片费时费力、组装效率低的不足。本技术通过以下技术方案解决上述技术问题:包括:面板上设置有用于放置电子早孕支架的放置槽;推动块与推动装置连接,放置槽的两侧均设置有推动块,推动块用于推动弹片和电子早孕支架组装;导向槽贯穿设置在放置槽两侧的侧壁上,与电子早孕支架相对应;使用时,推动块推动弹片穿过导向槽和电子早孕支架配合完成组装。通过设置推动块和导向槽的配合,使得推动块能够推动弹片沿着导向槽进入支架槽内和电子早孕支架配合,实现半自动化安装弹片,提高了安装弹片的效率,减少了工人的劳动强度。
技术研发人员:吴光浩,洪艺,陆维克,高飞
受保护的技术使用者:杭州奥泰生物技术股份有限公司
技术研发日:20231120
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!