一种喷头铝壳组装定位装置的制作方法
本技术涉及喷头组装设备,特别是涉及一种喷头铝壳组装定位装置。
背景技术:
1、喷头组装设备用于自动化将喷雾器等类型的喷头进行自动定位装配,以提升工作效率,申请号为cn202122342415.5的专利公开了一种长杆喷头生产加工设备技术领域的一种长杆喷头双盘自动组装设备总成,包括工作台、第一机架、第二机架、第三机架、第四机架和瓷片振动盘,所述第一机架设置在所述工作台的左侧,所述第二机架设置在所述工作台的左侧,且位于所述第一机架的后方,所述第三机架设置在所述工作台的前侧壁右侧,所述第四机架设置在所述工作台的右侧,所述瓷片振动盘固定连接在所述工作台的顶部,该长杆喷头双盘自动组装设备总成;但是该设备的定位精度低、装配速度慢且无法针对各种型号零件进行装配。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型所要解决的问题是提供一种喷头铝壳组装定位装置,以克服现有技术中喷头组装设备精度差、工作效率低的缺陷。
3、(二)技术方案
4、为解决所述技术问题,本实用新型提供一种喷头铝壳组装定位装置,包括定位台以及设置在所述定位台一侧的工作台,所述定位台上转动安装有旋转靠模,所述旋转靠模上对应设置有取料座,所述取料座的两侧分别设置有光路检测仪与定位抽杆,所述工作台上安装有多个工位座,所述工位座上放置有头帽,所述旋转靠模上定位放置有铝壳,所述旋转靠模通过所述光路检测仪定位所述铝壳,所述取料座用于将所述铝壳吸取装配到所述头帽上。
5、进一步的,所述旋转靠模为转轴,所述旋转靠模的底部通过皮带轮连接电机,所述铝壳设置在所述旋转靠模的顶端,所述定位台的一侧设有滑动机构,所述滑动机构包括有送料台,所述定位抽杆以及所述取料座固定在所述送料台上,所述光路检测仪固定在所述定位台上,所述取料座上设有通孔,所述光路检测仪以及所述定位抽杆高度与所述通孔对应,所述光路检测仪通过所述通孔检测所述取料座内部铝壳的角度,通过所述旋转靠模对其进行调整,调整完成后所述定位抽杆运行将铝壳吸附在所述取料座内,再运送后装配到所述工作台的头帽上。
6、进一步的,所述滑动机构还包括升降台和横移台,所述送料台滑动安装在升降台上,所述升降台通过滑块滑动安装在所述横移台上,所述滑动机构还包括u型槽与摆杆,所述摆杆的中心连接外部电机,所述摆杆的端部设有滚轴且置于所述u型槽内,所述升降台的顶端连接所述摆杆的端部。
7、进一步的,所述工作台的表面为扇形转台,所述工位座环绕设置在所述工作台的边缘。
8、(三)有益效果
9、本实用新型提供的一种喷头铝壳组装定位装置,通过旋转靠模与光路检测仪可以快速精确地检测并调节取料座内工件的角度,使其与待组装工位的头帽对应,定位抽杆可稳定吸取工件,该装置可以针对不同型号工件进行装配,且精度更高,工作效率高。
技术特征:
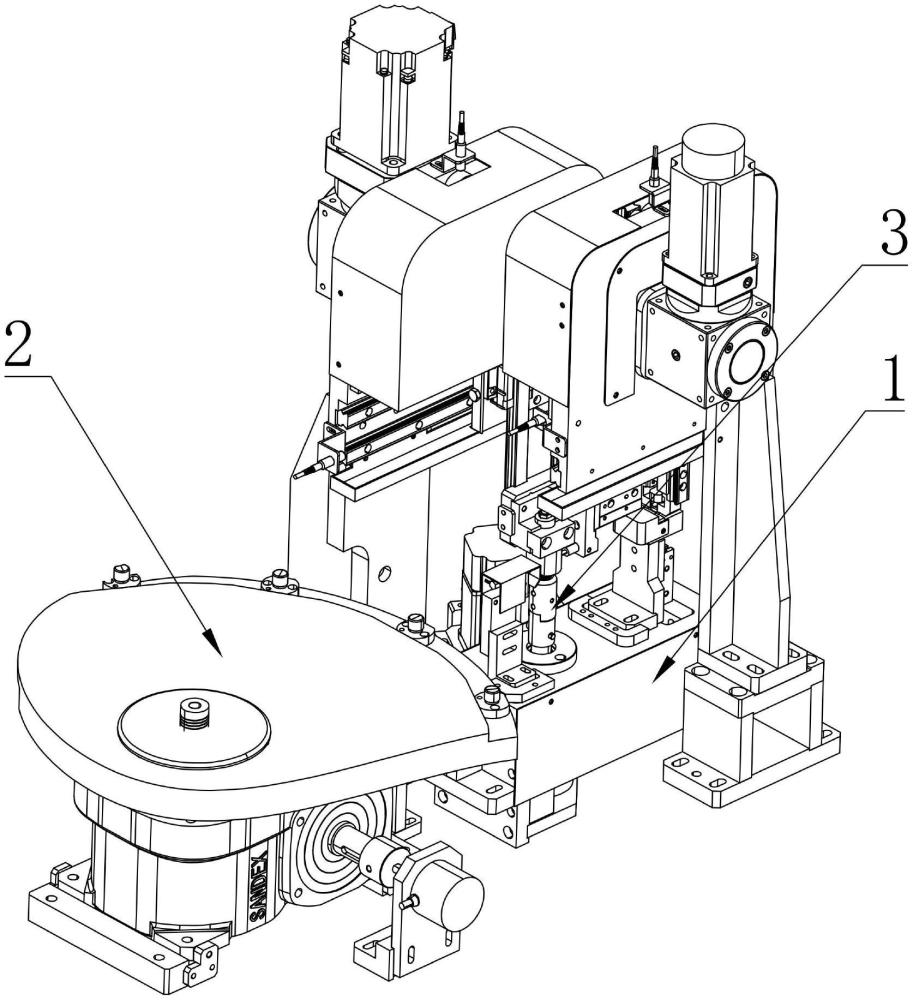
1.一种喷头铝壳组装定位装置,包括定位台(1)以及设置在所述定位台(1)一侧的工作台(2),其特征在于:所述定位台(1)上转动安装有旋转靠模(3),所述旋转靠模(3)上对应设置有取料座(4),所述取料座(4)的两侧分别设置有光路检测仪(5)与定位抽杆(6),所述工作台(2)上安装有多个工位座(7),所述工位座(7)上放置有头帽(8),所述旋转靠模(3)上定位放置有铝壳(9),所述旋转靠模(3)通过所述光路检测仪(5)定位所述铝壳(9),所述取料座(4)用于将所述铝壳(9)吸取装配到所述头帽(8)上。
2.如权利要求1所述的喷头铝壳组装定位装置,其特征在于:所述旋转靠模(3)为转轴,所述旋转靠模(3)的底部通过皮带轮(10)连接电机(11),所述铝壳(9)设置在所述旋转靠模(3)的顶端。
3.如权利要求1所述的喷头铝壳组装定位装置,其特征在于:所述定位台(1)的一侧设有滑动机构,所述滑动机构包括有送料台(12),所述定位抽杆(6)以及所述取料座(4)固定在所述送料台(12)上,所述光路检测仪(5)固定在所述定位台(1)上,所述取料座(4)上设有通孔(13),所述光路检测仪(5)以及所述定位抽杆(6)高度与所述通孔(13)对应。
4.如权利要求3所述的喷头铝壳组装定位装置,其特征在于:所述滑动机构还包括升降台(14)和横移台(15),所述送料台(12)滑动安装在升降台(14)上,所述升降台(14)通过滑块(16)滑动安装在所述横移台(15)上。
5.如权利要求4所述的喷头铝壳组装定位装置,其特征在于:所述滑动机构还包括u型槽(17)与摆杆(18),所述摆杆(18)的中心连接外部电机,所述摆杆(18)的端部设有滚轴(19)且置于所述u型槽(17)内,所述升降台(14)的顶端连接所述摆杆(18)的端部。
6.如权利要求1所述的喷头铝壳组装定位装置,其特征在于:所述工作台(2)的表面为扇形转台,所述工位座(7)环绕设置在所述工作台(2)的边缘。
技术总结
本技术提供了一种喷头铝壳组装定位装置,包括定位台以及设置在定位台一侧的工作台,定位台上转动安装有旋转靠模,旋转靠模上对应设置有取料座,取料座的两侧分别设置有光路检测仪与定位抽杆,工作台上安装有多个工位座,工位座上放置有头帽,旋转靠模上定位放置有铝壳,旋转靠模通过光路检测仪定位头帽,取料座用于将铝壳吸取装配到头帽上。本技术提供的一种喷头铝壳组装定位装置,通过旋转靠模与光路检测仪可以快速精确地检测并调节取料座内工件的角度,使其与待组装工位的头帽对应,定位抽杆可稳定吸取工件,该装置可以针对不同型号工件进行装配,且精度更高,工作效率高。
技术研发人员:张钜铨,王计一,庄全传,吴毅斌
受保护的技术使用者:宁波飞图自动技术有限公司
技术研发日:20231121
技术公布日:2024/7/4
- 还没有人留言评论。精彩留言会获得点赞!