一种涡旋盘加工用工装的制作方法
本技术涉及涡旋盘加工,具体是一种涡旋盘加工用工装。
背景技术:
1、涡旋式压缩机是一种通过涡旋(或螺旋)运动来实现气体压缩的设备。它通常由两个螺旋形的涡旋盘组成,一个静止不动,另一个围绕它旋转。这两个旋片之间的运动导致气体逐渐被压缩,并在压缩室中形成高压气体,其中涡旋盘在加工的过程中需要使用的工装对涡旋盘的位置进行固定,原有的装夹方式全靠人工操作容易出错、无辅助压板加紧涡旋盘容易松动等问题,会导致涡旋盘在加工时出现磨损或损坏的情况,为此提出一种涡旋盘加工用工装。
技术实现思路
1、本实用新型的目的在于提供一种涡旋盘加工用工装,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种涡旋盘加工用工装,包括底座,所述底座的上端面安装有负压腔套,且负压腔套的上端面安装有对涡旋盘进行夹紧的涨套,涨套的外周面活动套设有定位块,且定位块位于负压腔套和涡旋盘之间,被配置为对涡旋盘的定位,所述涨套包括调节套管以及设于调节套管中部控制调节套管上端涨开或收紧的锥形柱。
3、作为本实用新型进一步的方案:所述负压腔套设于底座上端面的中部,且底座侧边的中部安装有进气口,所述进气口的内部和负压腔套的内部相互连通。
4、作为本实用新型进一步的方案:所述底座上端面临近四个边角的位置处均开设有调节槽。
5、作为本实用新型进一步的方案:所述底座的上端面安装有两个气缸,且两个气缸的上端均安装有对涡旋盘进行压紧的压板。
6、作为本实用新型进一步的方案:所述锥形柱的端部与自动控制电磁阀连接。
7、与现有技术相比,本实用新型的有益效果是:
8、1、通过涨套能对涡旋盘进行方向和中心的预定位,同时当锥形柱下拉时,锥形柱的上端与调节套管的内壁接触并将其撑开,实现调节套管上端直径变大完成涡旋盘的定位夹紧,避免在人工进行操作固定时,涡旋盘容易松动的问题,不仅提高了产品重复定位精度减少了人工干预,还提高了产品制程稳定性及效率,节约了设备资源和时间。
技术特征:
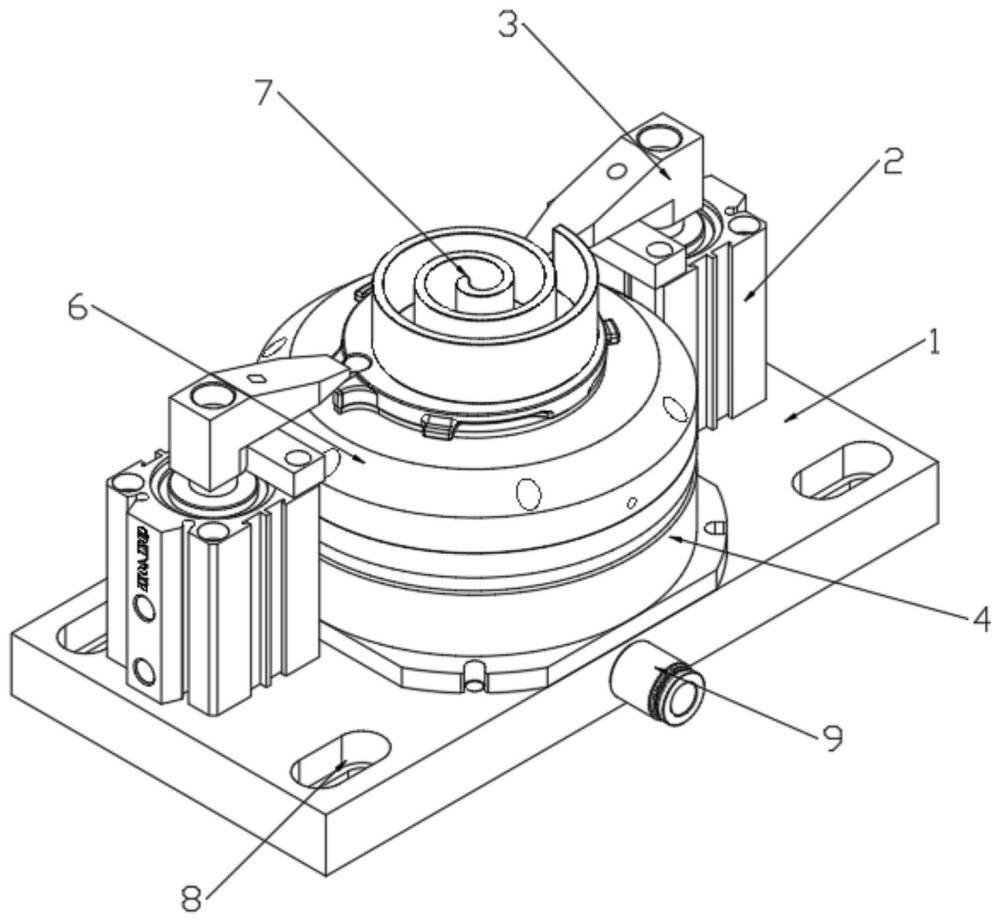
1.一种涡旋盘加工用工装,包括底座(1),其特征在于,所述底座(1)的上端面安装有负压腔套(4),且负压腔套(4)的上端面安装有对涡旋盘(7)进行夹紧的涨套(5),涨套(5)的外周面活动套设有定位块(6),且定位块(6)位于负压腔套(4)和涡旋盘(7)之间,被配置为对涡旋盘(7)的定位,所述涨套(5)包括调节套管(5-1)以及设于调节套管(5-1)中部控制调节套管(5-1)上端涨开或收紧的锥形柱(5-2)。
2.根据权利要求1所述的涡旋盘加工用工装,其特征在于,所述负压腔套(4)设于底座(1)上端面的中部,且底座(1)侧边的中部安装有进气口(9),所述进气口(9)的内部和负压腔套(4)的内部相互连通。
3.根据权利要求1所述的涡旋盘加工用工装,其特征在于,所述底座(1)上端面临近四个边角的位置处均开设有调节槽(8)。
4.根据权利要求1所述的涡旋盘加工用工装,其特征在于,所述底座(1)的上端面安装有两个气缸(2),且两个气缸(2)的上端均安装有对涡旋盘(7)进行压紧的压板(3)。
5.根据权利要求1所述的涡旋盘加工用工装,其特征在于,所述锥形柱(5-2)的端部与自动控制电磁阀连接。
技术总结
本技术公开了一种涡旋盘加工用工装,包括底座,所述底座的上端面安装有负压腔套,且负压腔套的上端面安装有对涡旋盘进行夹紧的涨套,涨套的外周面活动套设有定位块,且定位块位于负压腔套和涡旋盘之间,被配置为对涡旋盘的定位,所述涨套包括调节套管以及设于调节套管中部控制调节套管上端涨开或收紧的锥形柱。本技术结构简单,通过涨套能对涡旋盘进行方向和中心的预定位,同时当锥形柱下拉时,锥形柱的上端与调节套管的内壁接触并将其撑开,实现调节套管上端直径变大完成涡旋盘的定位夹紧,避免在人工进行操作固定时,涡旋盘容易松动的问题,不仅提高了产品重复定位精度减少了人工干预,还提高了产品制程稳定性及效率。
技术研发人员:张明星,毛文龙,童欢
受保护的技术使用者:合肥波林新材料股份有限公司
技术研发日:20231130
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!