一种工件装夹装置的制作方法
本技术涉及装夹设备,尤其涉及一种工件装夹装置。
背景技术:
1、钛合金具有密度低、耐腐蚀等特点,是军工领域的重要材料。钛合金薄壁件是需要进行加工的工件,该类工件的中间设有环状结构。
2、在对该类钛合金工件加工过程中,一般采用平口钳夹的方式来实现装夹,但是这种装置定位准确率低,且频繁装夹,加工效率低下,工人劳动强度高。
技术实现思路
1、本实用新型提供一种工件装夹装置,用以解决现有技术中装夹装置定位准确率低,且频繁装夹,加工效率低下,工人劳动强度高的缺陷,实现一种可联合装卡,自动锁死,批量加工的装夹装置。该装夹装置不仅提高产品生产效率,降低工人劳动强度,而且减少装夹次数及装夹、换刀等准备时间,使得工件定位稳固,合格率高。
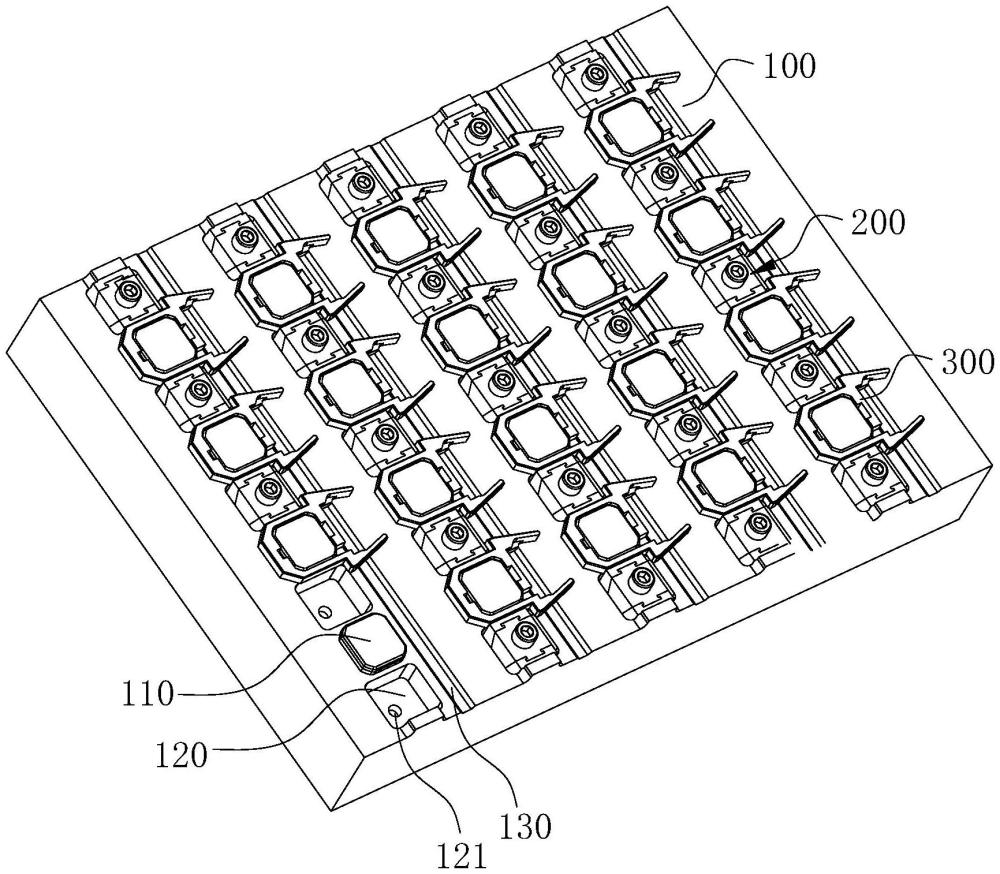
2、本实用新型提供一种工件装夹装置,包括:
3、底座,设有多个工位,多个所述工位呈阵列设置,所述工位设有工件限位部和锁定组件安装部,所述工件限位部和所述锁定组件安装部间隔设置,工件安装于所述工件限位部;
4、锁定组件,设于所述锁定组件安装部,包括第一限位件、第二限位件和锁定部件,所述锁定部件用于驱动第一限位件和第二限位件在所述第一状态和所述第二状态之间切换;在所述第一状态,所述第一限位件和所述第二限位件锁定所述工件;在所述第二状态,所述第一限位件和所述第二限位件解除对所述工件的锁定。
5、根据本实用新型提供的一种工件装夹装置,所述锁定部件包括:
6、驱动件,设于所述第一限位件和所述第二限位件之间,用于在第一位置和第二位置之间切换;在所述第一位置,位于所述工件限位部两侧的第一限位件和所述第二限位件解除对所述工件的锁定;在所述第二位置,位于所述工件限位部两侧的第一限位件和所述第二限位件锁定所述工件;
7、锁定件,设于所述驱动件和所述锁定组件安装部之间,用于将所述驱动件锁定于所述第二位置。
8、根据本实用新型提供的一种工件装夹装置,所述驱动件朝向所述第一限位件和所述第二限位件的两侧均设有第二斜面,且位于所述驱动件两侧的第二斜面对称设置;
9、所述第一限位件和所述第二限位件对称设置,且所述第一限位件和所述第二限位件朝向所述驱动件的一侧均设有第一斜面,所述第一斜面与对应的所述第二斜面相互平行。
10、根据本实用新型提供的一种工件装夹装置,所述第一限位件和所述第二限位件朝向所述驱动件的一侧还设有滑槽,所述驱动件分别朝向所述第一限位件和所述第二限位件的两侧设有滑板,所述滑板与所述滑槽一一对应地滑动连接。
11、根据本实用新型提供的一种工件装夹装置,所述驱动件的中部设有锁定孔,所述锁定孔由上而下贯穿所述驱动件;
12、所述锁定组件安装部设有连接孔,所述连接孔与所述驱动件对应设置;
13、所述锁定件贯穿所述锁定孔与所述连接孔螺纹连接。
14、根据本实用新型提供的一种工件装夹装置,所述驱动件和所述锁定组件安装部之间设有复位弹簧,所述复位弹簧用于将所述驱动件由所述第一位置运动至所述第二位置。
15、根据本实用新型提供的一种工件装夹装置,所述锁定孔的内部设有第一挡肩,所述复位弹簧套设于所述锁定件外部,且一端与所述连接孔底部抵接,另一端与所述第一挡肩抵接。
16、根据本实用新型提供的一种工件装夹装置,所述滑槽的朝向所述驱动件的一面与所述第一斜面平行,所述滑板与对应的所述第二斜面平行。
17、根据本实用新型提供的一种工件装夹装置,所述滑槽开口的两侧设有第二挡肩。
18、根据本实用新型提供的一种工件装夹装置,所述滑板靠近所述驱动件一面的两侧设有凹陷部,所述第二挡肩与所述凹陷部对应设置。
19、本实用新型实施例中的上述一个或多个技术方案,至少具有如下技术效果之一:
20、本实用新型通过将多个工位呈阵列的方式设置,可以充分利用底座的空间,将工件有序地排列在一定的布局中,避免了工件之间的堆叠和重叠,最大化地利用了可用空间,便于生产过程的管理和控制,有利于生产计划的制定和生产调度的实施。其次,通过阵列排布,工件可以保持相对位置的稳定,避免了工件在加工过程中的位移或偏差,从而提高了产品的加工精度和质量稳定性。本实用新型不仅提高产品生产效率,降低工人劳动强度,而且减少装夹次数及装夹、换刀等准备时间,使得工件定位稳固,合格率高
21、进一步地,每个工位上独立设置锁定组件。锁定组件可以确保工件在装夹过程中保持稳定的位置和姿态,防止工件发生位移或晃动。并且能够牢固地固定工件,降低了工件在装夹过程中的意外脱离或滑动的风险。每个锁定机构独立设置还可以实现快速固定和释放工件,进而方便进行不同工位的切换和调整,提高了本装置装夹的灵活性和适应性。
技术特征:
1.一种工件装夹装置,其特征在于,包括:
2.根据权利要求1所述的工件装夹装置,其特征在于,所述锁定部件包括:
3.根据权利要求2所述的工件装夹装置,其特征在于,所述驱动件(230)朝向所述第一限位件(210)和所述第二限位件(220)的两侧均设有第二斜面(233),且位于所述驱动件(230)两侧的第二斜面(233)对称设置;
4.根据权利要求3所述的工件装夹装置,其特征在于,所述第一限位件(210)和所述第二限位件(220)朝向所述驱动件(230)的一侧均设有滑槽(212),所述驱动件(230)分别朝向所述第一限位件(210)和所述第二限位件(220)的两侧设有滑板(232),所述滑板(232)与所述滑槽(212)一一对应地滑动连接。
5.根据权利要求2-4中任意一项所述的工件装夹装置,其特征在于,所述驱动件(230)的中部设有锁定孔(231),所述锁定孔(231)由上而下贯穿所述驱动件(230);
6.根据权利要求5所述的工件装夹装置,其特征在于,所述驱动件(230)和所述锁定组件安装部(120)之间设有复位弹簧(250),所述复位弹簧(250)用于将所述驱动件(230)由所述第一位置运动至所述第二位置。
7.根据权利要求6所述的工件装夹装置,其特征在于,所述锁定孔(231)的内部设有第一挡肩(234),所述复位弹簧(250)套设于所述锁定件(240)外部,且一端与所述连接孔(121)底部抵接,另一端与所述第一挡肩(234)抵接。
8.根据权利要求4所述的工件装夹装置,其特征在于,所述滑槽(212)的朝向所述驱动件(230)的一面与所述第一斜面(211)平行,所述滑板(232)与对应的所述第二斜面(233)平行。
9.根据权利要求8所述的工件装夹装置,其特征在于,所述滑槽(212)开口的两侧设有第二挡肩(213)。
10.根据权利要求9所述的工件装夹装置,其特征在于,所述滑板(232)靠近所述驱动件(230)一面的两侧设有凹陷部(235),所述第二挡肩(213)与所述凹陷部(235)对应设置。
技术总结
本技术涉及装夹设备技术领域,提供一种工件装夹装置。工件装夹装置包括底座和锁定组件。底座设有多个工位,多个工位呈阵列设置,工位设有工件限位部和锁定组件安装部,工件安装于工件限位部。锁定组件设于锁定组件安装部,包括第一限位件、第二限位件和锁定部件,锁定部件用于驱动第一限位件和第二限位件在第一状态和第二状态之间切换;在第一状态,第一限位件和第二限位件锁定工件;在第二状态,第一限位件和第二限位件解除对工件的锁定。本技术实现一种可联合装卡,自动锁死,批量加工的装夹装置。该装夹装置不仅提高产品生产效率,降低工人劳动强度,而且减少装夹次数及装夹、换刀等准备时间,使得工件定位稳固,合格率高。
技术研发人员:李树来,史磊,苑玉玲,徐刚
受保护的技术使用者:中德钛山(沈阳)科技发展有限公司
技术研发日:20231211
技术公布日:2024/8/1
- 还没有人留言评论。精彩留言会获得点赞!