一种同轴度定位工装的制作方法
本技术涉及工装定位领域,尤其涉及一种同轴度定位工装。
背景技术:
1、目前使用的同轴度定位工装不能进行定位,在调节时非常的麻烦,使用起来极其不便。
2、有鉴于此,针对现有的问题予以研究改良,提供一种同轴度定位工装,具有结构设计合理,该同轴度定位工装具有同轴定位,装配限位和装配参考以及通过微调角度实现装配精准,同时在确保安装后可以定位其余零部件的安装与校正位置。该工装可以实现批量化使用,可以保证安装以及质量的一致性,旨在通过该技术,达到解决问题与提高实用价值性的目的。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种同轴度定位工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种同轴度定位工装,包括定位筒主体,所述定位筒主体的一端连接有长轴杆,所述定位筒主体的另一端连接有短轴杆,所述长轴杆的顶部安装有窄套筒,所述窄套筒的外侧设置有销钉b,所述短轴杆的外侧设置有宽套筒,所述宽套筒的外壁上安装有销钉a,所述定位筒主体的外壁上设置有凸起轴窄,另一侧外壁上设置有凸起轴宽,所述凸起轴窄与凸起轴宽在同一水平面。
3、作为上述技术方案的进一步描述:
4、所述凸起轴窄一体化连接在定位筒主体的外壁上,所述长轴杆插接在凸起轴窄的内部,所述长轴杆的尺寸与凸起轴窄的尺寸相适配。
5、作为上述技术方案的进一步描述:
6、所述窄套筒通过销钉b固定连接在长轴杆的顶部,所述窄套筒的尺寸与长轴杆的尺寸相适配,所述销钉b的数量为若干个。
7、作为上述技术方案的进一步描述:
8、所述凸起轴宽一体化连接在定位筒主体的外壁上,所述短轴杆套接在凸起轴宽的外侧,所述短轴杆的尺寸与凸起轴宽的尺寸相适配。
9、作为上述技术方案的进一步描述:
10、所述宽套筒套接在短轴杆的顶部,所述短轴杆的尺寸与宽套筒的尺寸相适配,所述销钉a螺纹连接在短轴杆与宽套筒之间,所述销钉a的数量为若干个。
11、本实用新型具有如下有益效果:
12、本实用新型中,通过采用同轴度定位工装,可以有效地提高零部件的同轴度精度,从而提高整个设备的性能和稳定性。定位筒主体、长轴杆、短轴杆、窄套筒、宽套筒等各部件之间的紧密配合,使得工装能够在使用过程中保持稳定的定位效果。此外,凸起轴窄和凸起轴宽的设置,使得长轴杆和短轴杆在同一水平面上,进一步提高了定位的准确性。
13、该同轴度定位工装具有同轴定位,装配限位和装配参考以及通过微调角度实现装配精准,同时在确保安装后可以定位其余零部件的安装与校正位置。该工装可以实现批量化使用,可以保证安装以及质量的一致性。
14、在实际应用中,窄套筒通过销钉b固定连接在长轴杆的顶部,短轴杆的外侧设置有宽套筒,并通过销钉a螺纹连接在短轴杆与宽套筒之间。这种结构设计使得工装在操作过程中具有较高的稳定性和可靠性。而且,窄套筒、宽套筒、销钉b和销钉a的数量均为若干个,可以根据实际需求进行调整,具有较强的适应性。
技术特征:
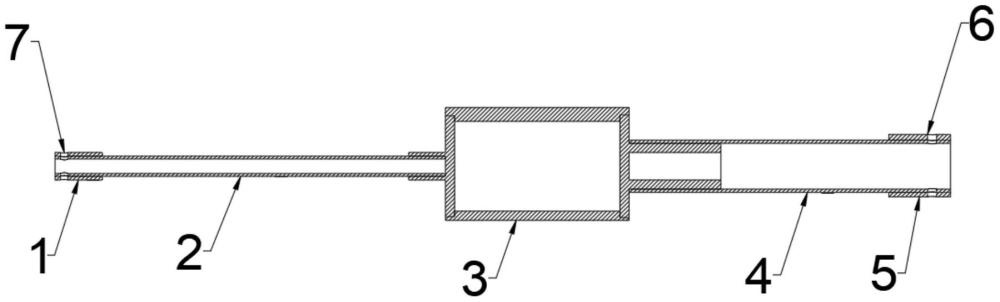
1.一种同轴度定位工装,包括定位筒主体(3),其特征在于:所述定位筒主体(3)的一端连接有长轴杆(2),所述定位筒主体(3)的另一端连接有短轴杆(4),所述长轴杆(2)的顶部安装有窄套筒(1),所述窄套筒(1)的外侧设置有销钉b(7),所述短轴杆(4)的外侧设置有宽套筒(5),所述宽套筒(5)的外壁上安装有销钉a(6),所述定位筒主体(3)的外壁上设置有凸起轴窄(31),另一侧外壁上设置有凸起轴宽(32),所述凸起轴窄(31)与凸起轴宽(32)在同一水平面。
2.根据权利要求1所述的一种同轴度定位工装,其特征在于:所述凸起轴窄(31)一体化连接在定位筒主体(3)的外壁上,所述长轴杆(2)插接在凸起轴窄(31)的内部,所述长轴杆(2)的尺寸与凸起轴窄(31)的尺寸相适配。
3.根据权利要求1所述的一种同轴度定位工装,其特征在于:所述窄套筒(1)通过销钉b(7)固定连接在长轴杆(2)的顶部,所述窄套筒(1)的尺寸与长轴杆(2)的尺寸相适配,所述销钉b(7)的数量为若干个。
4.根据权利要求1所述的一种同轴度定位工装,其特征在于:所述凸起轴宽(32)一体化连接在定位筒主体(3)的外壁上,所述短轴杆(4)套接在凸起轴宽(32)的外侧,所述短轴杆(4)的尺寸与凸起轴宽(32)的尺寸相适配。
5.根据权利要求1所述的一种同轴度定位工装,其特征在于:所述宽套筒(5)套接在短轴杆(4)的顶部,所述短轴杆(4)的尺寸与宽套筒(5)的尺寸相适配,所述销钉a(6)螺纹连接在短轴杆(4)与宽套筒(5)之间,所述销钉a(6)的数量为若干个。
技术总结
本技术公开了一种同轴度定位工装,包括定位筒主体,定位筒主体的一端连接有长轴杆,定位筒主体的另一端连接有短轴杆,长轴杆的顶部安装有窄套筒,窄套筒的外侧设置有销钉B,短轴杆的外侧设置有宽套筒,宽套筒的外壁上安装有销钉A,定位筒主体的外壁上设置有凸起轴窄,另一侧外壁上设置有凸起轴宽,本技术中,凸起轴窄和凸起轴宽的设置,使得长轴杆和短轴杆在同一水平面上,进一步提高了定位的准确性。该同轴度定位工装具有同轴定位,装配限位和装配参考以及通过微调角度实现装配精准,同时在确保安装后可以定位其余零部件的安装与校正位置。该工装可以实现批量化使用,可以保证安装以及质量的一致性。
技术研发人员:徐田华,史飞
受保护的技术使用者:南京辰茂新材料科技有限公司
技术研发日:20231218
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!