一种吻合器外套管冲孔模的制作方法
:本技术属于吻合器外套管生产,特别涉及一种吻合器外套管冲孔模。
背景技术
0、
背景技术:
1、吻合器外套管成型后,要在外套管上进行冲孔,冲孔位置分布在两侧,通常在两个冲孔工位上完成。冲孔时,先将外套管放置在一个工位上完成一侧孔的冲压成型,然后再将外套管取下放置在第二个工位上,对另一侧孔进行冲压成型。
2、在实际生产过程中,由于外套管的上下料是人工操作的,常常会出现外套管在第二个工位上没有放置到位的情况发生,这样孔的位置就产生了偏差,导致产品合格率较低。
3、公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于提供一种吻合器外套管冲孔模,采用压紧机构将外套管推到位,从而克服上述现有技术中的缺陷。
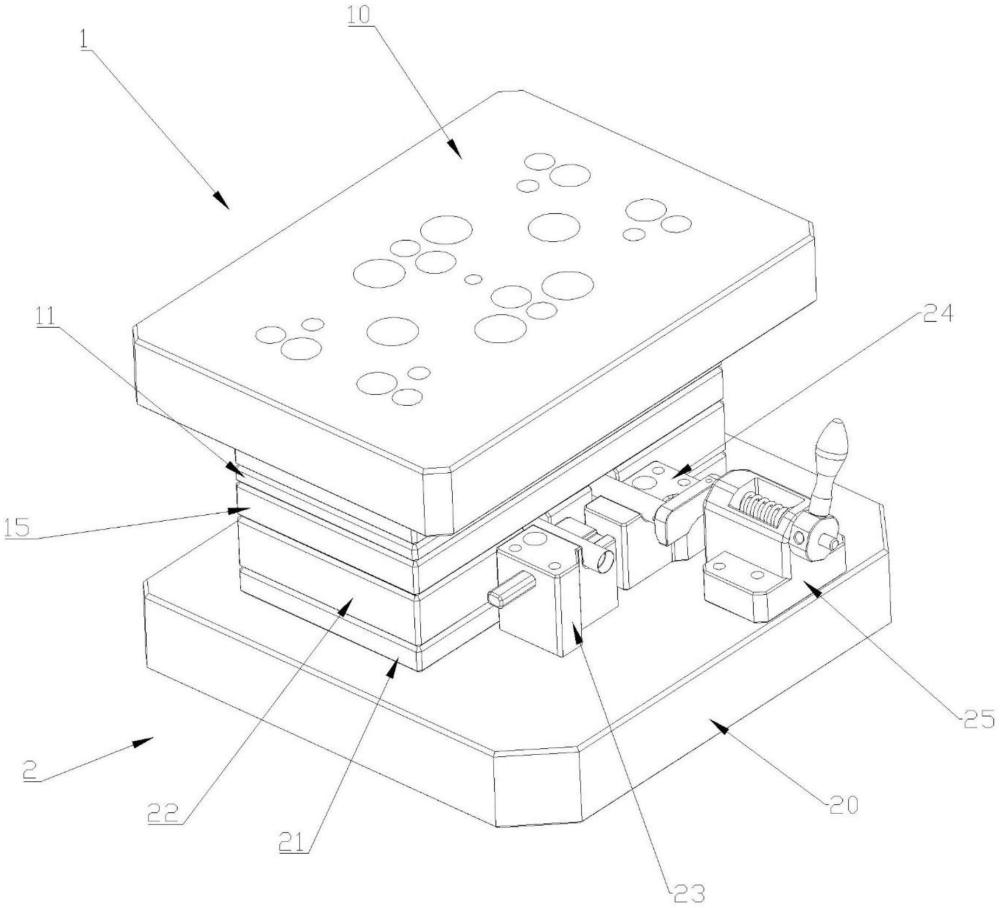
2、为实现上述目的,本实用新型提供了一种吻合器外套管冲孔模,包括上模、下模、压紧机构;所述上模内设置有切刀机构,所述下模内设置有第一冲孔机构、第二冲孔机构、压紧机构,切刀机构与第一冲孔机构、第二冲孔机构相对设置;所述压紧机构包括固定座、楔紧块、旋转机构,固定座设置在下模中,固定座内可复位地设置有旋转机构,旋转机构前端设置有楔紧块,楔紧块与第二冲孔机构相对设置,楔紧块外侧面与第二冲孔机构末端平齐,通过楔紧块推动第二冲孔机构上的吻合器外套管到位。
3、优选地,技术方案中,楔紧块的外侧面包括导向部、压紧部,导向部位于压紧部下方,导向部为内收的弧形面,压紧部为平面,楔紧块旋转过程中,导向部、压紧部依次与第二冲孔机构上的吻合器外套管接触,通过楔紧块迫使吻合器外套管沿第二冲孔机构做轴向运动。
4、优选地,技术方案中,旋转机构包括转轴、手柄、手柄座、衬套、弹簧,转轴置于固定座中,转轴前端与楔紧块连接,手柄座设置在固定座上,转轴与手柄座连接,手柄座上设置有手柄,固定座上设置有安装槽,安装槽内设置有衬套,衬套、弹簧套装在转轴上,弹簧顶置于衬套与安装槽内壁之间,通过手柄带动转轴转动,通过弹簧带动转轴复位。
5、优选地,技术方案中,第一冲孔机构包括第一芯棒、第一芯棒座、第一芯棒槽、第一支撑块,第一芯棒座、第一芯棒槽、第一支撑块设置在下模中,第一芯棒置于第一芯棒槽中,第一芯棒两端分别固定在第一芯棒座、第一支撑块上。
6、优选地,技术方案中,第二冲孔机构包括第二芯棒、第二芯棒座、第二芯棒槽、第二支撑块,第二芯棒座、第二芯棒槽、第二支撑块设置在下模中,第二芯棒置于第二芯棒槽中,第二芯棒两端分别固定在第二芯棒座、第二支撑块上;第二芯棒末端与楔紧块外侧面压紧部平齐。
7、优选地,技术方案中,切刀机构包括第一切刀、第二切刀、第三切刀,第一切刀与第一芯棒相对设置,第二切刀、第三切刀分别与第二芯棒相对设置,通过第一切刀与第一芯棒配合对吻合器外套管前端冲孔部位成型,通过第二切刀、第三切刀与第二芯棒配合对吻合器外套管后端冲孔部位成型。
8、与现有技术相比,本实用新型具有如下有益效果:
9、通过压紧机构将吻合器外套管推动到位,使吻合器外套管末端与第二芯棒末端平齐,保证吻合器外套管后端冲孔部位与第二切刀、第三切刀对齐,保证了吻合器外套管上孔的位置不会发生偏差,提高了产品合格率。
技术特征:
1.一种吻合器外套管冲孔模,其特征在于:包括上模、下模、压紧机构;所述上模内设置有切刀机构,所述下模内设置有第一冲孔机构、第二冲孔机构、压紧机构,切刀机构与第一冲孔机构、第二冲孔机构相对设置;所述压紧机构包括固定座、楔紧块、旋转机构,固定座设置在下模中,固定座内可复位地设置有旋转机构,旋转机构前端设置有楔紧块,楔紧块与第二冲孔机构相对设置,楔紧块外侧面与第二冲孔机构末端平齐,通过楔紧块推动第二冲孔机构上的吻合器外套管到位。
2.根据权利要求1所述的吻合器外套管冲孔模,其特征在于:楔紧块的外侧面包括导向部、压紧部,导向部位于压紧部下方,导向部为内收的弧形面,压紧部为平面,楔紧块旋转过程中,导向部、压紧部依次与第二冲孔机构上的吻合器外套管接触,通过楔紧块迫使吻合器外套管沿第二冲孔机构做轴向运动。
3.根据权利要求2所述的吻合器外套管冲孔模,其特征在于:旋转机构包括转轴、手柄、手柄座、衬套、弹簧,转轴置于固定座中,转轴前端与楔紧块连接,手柄座设置在固定座上,转轴与手柄座连接,手柄座上设置有手柄,固定座上设置有安装槽,安装槽内设置有衬套,衬套、弹簧套装在转轴上,弹簧顶置于衬套与安装槽内壁之间,通过手柄带动转轴转动,通过弹簧带动转轴复位。
4.根据权利要求3所述的吻合器外套管冲孔模,其特征在于:第一冲孔机构包括第一芯棒、第一芯棒座、第一芯棒槽、第一支撑块,第一芯棒座、第一芯棒槽、第一支撑块设置在下模中,第一芯棒置于第一芯棒槽中,第一芯棒两端分别固定在第一芯棒座、第一支撑块上。
5.根据权利要求4所述的吻合器外套管冲孔模,其特征在于:第二冲孔机构包括第二芯棒、第二芯棒座、第二芯棒槽、第二支撑块,第二芯棒座、第二芯棒槽、第二支撑块设置在下模中,第二芯棒置于第二芯棒槽中,第二芯棒两端分别固定在第二芯棒座、第二支撑块上;第二芯棒末端与楔紧块外侧面压紧部平齐。
6.根据权利要求5所述的吻合器外套管冲孔模,其特征在于:切刀机构包括第一切刀、第二切刀、第三切刀,第一切刀与第一芯棒相对设置,第二切刀、第三切刀分别与第二芯棒相对设置,通过第一切刀与第一芯棒配合对吻合器外套管前端冲孔部位成型,通过第二切刀、第三切刀与第二芯棒配合对吻合器外套管后端冲孔部位成型。
技术总结
本技术公开了一种吻合器外套管冲孔模。包括上模、下模、压紧机构;所述上模内设置有切刀机构,所述下模内设置有第一冲孔机构、第二冲孔机构、压紧机构,切刀机构与第一冲孔机构、第二冲孔机构相对设置;所述压紧机构包括固定座、楔紧块、旋转机构,固定座设置在下模中,固定座内可复位地设置有旋转机构,旋转机构前端设置有楔紧块,楔紧块与第二冲孔机构相对设置,楔紧块外侧面与第二冲孔机构末端平齐,通过楔紧块推动第二冲孔机构上的吻合器外套管到位。本技术通过压紧机构将吻合器外套管推动到位,使吻合器外套管末端与第二芯棒末端平齐,保证了吻合器外套管上孔的位置不会发生偏差,提高了产品合格率。
技术研发人员:彭志坚,洪礼康
受保护的技术使用者:无锡雅兰特精密科技有限公司
技术研发日:20231219
技术公布日:2024/11/4
- 还没有人留言评论。精彩留言会获得点赞!