一种机芯减速机快装定位模具及方法与流程
本发明涉及定位装置,特别是涉及一种机芯减速机快装定位模具及方法。
背景技术:
1、目前,长材机芯压下减速机装配的时候,两根拉杆两侧各有两个装配键需与压下减速机轴套键槽位置对齐,需要利用大管钳手动盘车调整键槽位置对齐,再次过程中,需要反复调整装配键的位置,确保其与减速机上的轴套键槽位置相对应,在减速机下压时,才能实现快速装配,耗费大量时间,导致装配效率低。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种机芯减速机快装定位模具及方法,用于解决现有技术中的长材机芯与减速机装配效率低的问题。
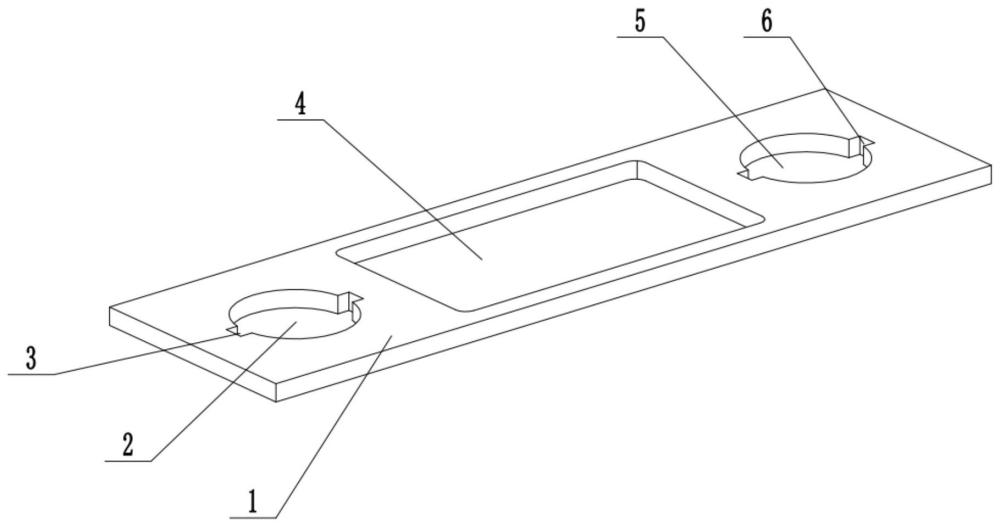
2、为实现上述目的及其他相关目的,本发明提供一种机芯减速机快装定位模具,所述机芯上设有至少一个用于与减速机装配的装配键,所述机芯减速机快装定位模具包括定位板,所述定位板的长度方向为第一方向,所述定位板的宽度方向为第二方向,所述定位板位于第一方向上设有至少一个与机芯配合的定位槽,所述定位槽上开有与装配键一一对应的定位键槽。
3、可选地,所述定位槽包括第一定位槽和第二定位槽,所述第一定位槽和第二定位槽沿所述第一方向设置,所述定位键槽包括第一定位键槽和第二定位键槽,所述第一定位键槽与所述第一定位槽连通,所述第二定位键槽与所述第二定位槽连通。
4、可选地,所述第一定位槽和第二定位槽为圆形槽,所述定位板通过第一定位槽和第二定位槽与所述机芯可拆卸连接。
5、可选地,所述装配键为矩形键,所述定位键槽与所述装配键的形状对应。
6、可选地,所述定位板上设有用于减轻定位板重量的减重部。
7、可选地,所述减重部为减重槽,所述减重槽沿所述第一方向延伸。
8、可选地,所述减重槽为通槽,所述减重槽相邻的内壁加工有倒圆角。
9、可选地,所述定位板上固定连接有把手,所述把手对称设置在定位板上。
10、可选地,所述把手的内端面设有防滑纹。
11、本发明还提供一种机芯减速机快装定位方法,其采用上述的机芯减速机快装定位模具,包括:
12、通过把手将定位板移动至机芯上方,通过定位槽将定位板安装到机芯上;
13、安装定位板至机芯上时,对准定位键槽与装配键,使装配键进入定位键槽内,当定位板安装完成之后,装配键被固定;
14、减速机下压,减速机上的轴套键槽与装配键配合实现装配。
15、如上所述,本发明提出的一种机芯减速机快装定位模具,具有以下有益效果:
16、(1)本发明中,通过设置的定位板和定位槽,能够通过定位槽将定位板安装到机芯上,再通过设置的定位键槽,使得装配键能够进入定位键槽中进行定位,在后续与减速机的装配过程中,减速机下压时,由于装配键被固定,无需反复调整装配键的位置,实现机芯与减速机的快速装配,增加了装配效率。
17、(2)本发明中,通过设置的定位板和定位键槽能够实现装配键的快速定位,在减速机与机芯连接的过程中无需再对装配键的位置进行调整,无需耗费大量人力物力和时间成本,降低了工作人员的劳动强度。
技术特征:
1.一种机芯减速机快装定位模具,其特征在于,所述机芯上设有至少一个用于与减速机装配的装配键,所述机芯减速机快装定位模具包括定位板,所述定位板的长度方向为第一方向,所述定位板的宽度方向为第二方向,所述定位板位于第一方向上设有至少一个与机芯配合的定位槽,所述定位槽上开有与装配键一一对应的定位键槽。
2.根据权利要求1所述的机芯减速机快装定位模具,其特征在于:所述定位槽包括第一定位槽和第二定位槽,所述第一定位槽和第二定位槽沿所述第一方向设置,所述定位键槽包括第一定位键槽和第二定位键槽,所述第一定位键槽与所述第一定位槽连通,所述第二定位键槽与所述第二定位槽连通。
3.根据权利要求2所述的机芯减速机快装定位模具,其特征在于:所述第一定位槽和第二定位槽为圆形槽,所述定位板通过第一定位槽和第二定位槽与所述机芯可拆卸连接。
4.根据权利要求3所述的机芯减速机快装定位模具,其特征在于:所述装配键为矩形键,所述定位键槽与所述装配键的形状对应。
5.根据权利要求1所述的机芯减速机快装定位模具,其特征在于:所述定位板上设有用于减轻定位板重量的减重部。
6.根据权利要求5所述的机芯减速机快装定位模具,其特征在于:所述减重部为减重槽,所述减重槽沿所述第一方向延伸。
7.根据权利要求6所述的机芯减速机快装定位模具,其特征在于:所述减重槽为通槽,所述减重槽相邻的内壁加工有倒圆角。
8.根据权利要求1所述的机芯减速机快装定位模具,其特征在于:所述定位板上固定连接有把手,所述把手对称设置在定位板上。
9.根据权利要求8所述的机芯减速机快装定位模具,其特征在于:所述把手的内端面设有防滑纹。
10.一种机芯减速机快装定位方法,其采用如权利要求1-9任一所述的机芯减速机快装定位模具,其特征在于,包括:
技术总结
本发明属于定位装置技术领域,具体公开了一种机芯减速机快装定位模具及方法,其中,机芯上设有至少一个用于与减速机装配的装配键,一种机芯减速机快装定位模具包括定位板,定位板的长度方向为第一方向,定位板的宽度方向为第二方向,定位板位于第一方向上设有至少一个与机芯配合的定位槽,定位槽上开有与装配键一一对应的定位键槽。本发明通过设置的定位板和定位槽,能够将定位板安装到机芯上,又通过设置的定位键槽,使得定位板在安装完成后,定位键槽能够对装配键进行定位,以实现与减速机的装配。
技术研发人员:邹昭富,陈东升,包涓红,李洁,朱单,霍永明
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!