五轴加工机器人的刀具运动控制方法及相关装置与流程
本申请涉及刀具运动控制,尤其涉及一种五轴加工机器人的刀具运动控制方法及相关装置。
背景技术:
1、五轴加工机器人因其能在复杂空间内进行高度灵活的加工而变得日益重要。这些机器人能够执行复杂的加工任务,如雕刻、钻孔和切割,其应用范围覆盖了航空、汽车制造、模具制造等多个领域。然而,随着加工精度要求的不断提高,传统的刀具运动控制方法面临着诸多挑战,特别是在处理机器人运动学误差、弹性变形误差以及加工过程中的动态调整等方面。
2、一方面,机器人的运动学模型并非完全准确,存在模型误差,这些误差会导致加工精度下降,影响产品质量。此外,机器人在加工过程中可能会因为负载变化、温度波动等因素发生弹性变形,这也会进一步降低加工精度。因此,如何准确建立机器人的运动学模型,并有效补偿弹性变形误差,成为了提高加工精度的关键。另一方面,随着加工复杂度的增加,单纯依赖预设的刀具轨迹已难以满足高精度加工的需求。加工过程中可能会遇到的各种不确定性因素要求机器人能够实时调整刀具轨迹,以适应实际加工条件的变化。此外,现有的误差补偿方法往往依赖于复杂的数学模型和大量的实验数据,这不仅增加了系统的复杂度,而且也限制了其在实际加工过程中的应用灵活性和效率。
技术实现思路
1、本申请提供了一种五轴加工机器人的刀具运动控制方法及相关装置,用于提高了五轴加工机器人的刀具运动控制准确率。
2、第一方面,本申请提供了一种五轴加工机器人的刀具运动控制方法,所述五轴加工机器人的刀具运动控制方法包括:
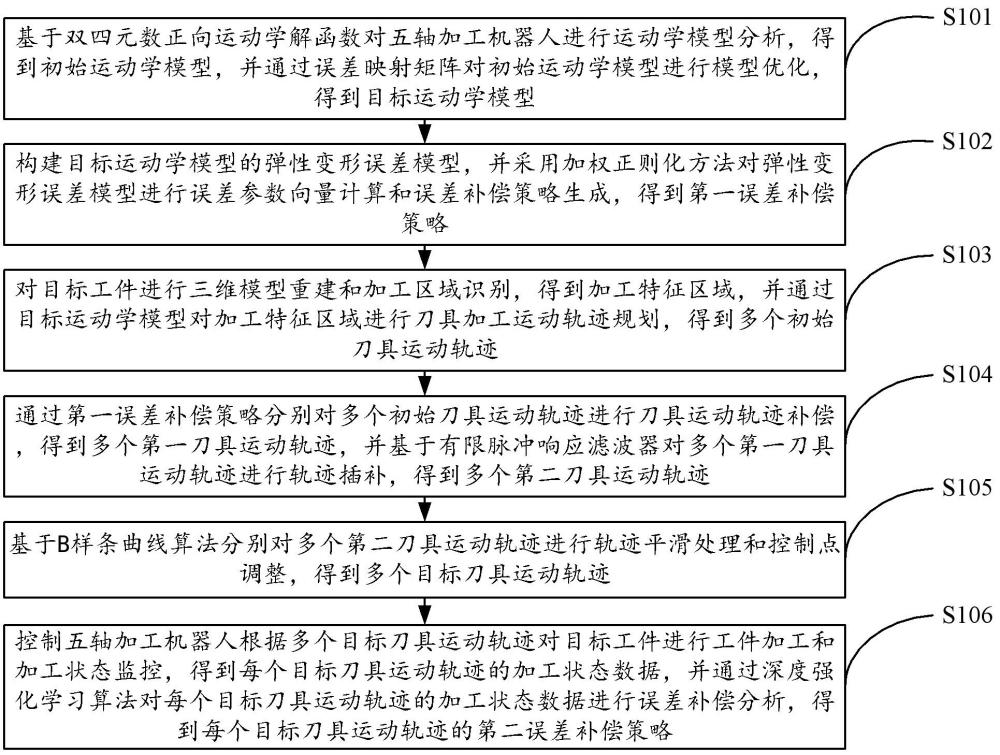
3、基于双四元数正向运动学解函数对所述五轴加工机器人进行运动学模型分析,得到初始运动学模型,并通过误差映射矩阵对所述初始运动学模型进行模型优化,得到目标运动学模型;
4、构建所述目标运动学模型的弹性变形误差模型,并采用加权正则化方法对所述弹性变形误差模型进行误差参数向量计算和误差补偿策略生成,得到第一误差补偿策略;
5、对目标工件进行三维模型重建和加工区域识别,得到加工特征区域,并通过所述目标运动学模型对所述加工特征区域进行刀具加工运动轨迹规划,得到多个初始刀具运动轨迹;
6、通过所述第一误差补偿策略分别对所述多个初始刀具运动轨迹进行刀具运动轨迹补偿,得到多个第一刀具运动轨迹,并基于有限脉冲响应滤波器对所述多个第一刀具运动轨迹进行轨迹插补,得到多个第二刀具运动轨迹;
7、基于b样条曲线算法分别对所述多个第二刀具运动轨迹进行轨迹平滑处理和控制点调整,得到多个目标刀具运动轨迹;
8、控制所述五轴加工机器人根据所述多个目标刀具运动轨迹对所述目标工件进行工件加工和加工状态监控,得到每个目标刀具运动轨迹的加工状态数据,并通过深度强化学习算法对每个目标刀具运动轨迹的加工状态数据进行误差补偿分析,得到每个目标刀具运动轨迹的第二误差补偿策略。
9、第二方面,本申请提供了一种五轴加工机器人的刀具运动控制装置,所述五轴加工机器人的刀具运动控制装置包括:
10、分析模块,用于基于双四元数正向运动学解函数对所述五轴加工机器人进行运动学模型分析,得到初始运动学模型,并通过误差映射矩阵对所述初始运动学模型进行模型优化,得到目标运动学模型;
11、构建模块,用于构建所述目标运动学模型的弹性变形误差模型,并采用加权正则化方法对所述弹性变形误差模型进行误差参数向量计算和误差补偿策略生成,得到第一误差补偿策略;
12、规划模块,用于对目标工件进行三维模型重建和加工区域识别,得到加工特征区域,并通过所述目标运动学模型对所述加工特征区域进行刀具加工运动轨迹规划,得到多个初始刀具运动轨迹;
13、插补模块,用于通过所述第一误差补偿策略分别对所述多个初始刀具运动轨迹进行刀具运动轨迹补偿,得到多个第一刀具运动轨迹,并基于有限脉冲响应滤波器对所述多个第一刀具运动轨迹进行轨迹插补,得到多个第二刀具运动轨迹;
14、调整模块,用于基于b样条曲线算法分别对所述多个第二刀具运动轨迹进行轨迹平滑处理和控制点调整,得到多个目标刀具运动轨迹;
15、监控模块,用于控制所述五轴加工机器人根据所述多个目标刀具运动轨迹对所述目标工件进行工件加工和加工状态监控,得到每个目标刀具运动轨迹的加工状态数据,并通过深度强化学习算法对每个目标刀具运动轨迹的加工状态数据进行误差补偿分析,得到每个目标刀具运动轨迹的第二误差补偿策略。
16、本申请第三方面提供了一种五轴加工机器人的刀具运动控制设备,包括:存储器和至少一个处理器,所述存储器中存储有指令;所述至少一个处理器调用所述存储器中的所述指令,以使得所述五轴加工机器人的刀具运动控制设备执行上述的五轴加工机器人的刀具运动控制方法。
17、本申请的第四方面提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有指令,当其在计算机上运行时,使得计算机执行上述的五轴加工机器人的刀具运动控制方法。
18、本申请提供的技术方案中,通过基于双四元数的正向运动学解析与误差映射矩阵的应用,能够精确地分析和优化机器人的运动学模型。这种优化能够减小机器人在执行复杂加工任务时的位置和姿态误差,从而显著提高加工精度。同时,弹性变形误差模型和加权正则化方法的使用进一步增强了对加工过程中可能发生的微小变形和误差的补偿能力,确保了加工过程的稳定性和重复性。通过三维模型重建和加工区域识别,能够精确地确定加工特征区域,并根据目标运动学模型进行高效的刀具加工运动轨迹规划。这不仅确保了加工质量,而且通过有限脉冲响应滤波器和b样条曲线算法对加工轨迹进行优化处理,有效减少了不必要的运动和加工时间,提高了整体加工效率。通过深度强化学习算法对加工状态数据进行分析,生成针对每个目标刀具运动轨迹的误差补偿策略。这种智能化的误差补偿不仅能够实时调整加工参数以应对各种突发情况,还能够根据加工过程中收集到的数据不断学习和优化,使机器人在长期运行中展现出更好的自适应性和加工性能,进而提高了五轴加工机器人的刀具运动控制准确率。
技术特征:
1.一种五轴加工机器人的刀具运动控制方法,其特征在于,所述五轴加工机器人的刀具运动控制方法包括:
2.根据权利要求1所述的五轴加工机器人的刀具运动控制方法,其特征在于,所述基于双四元数正向运动学解函数对所述五轴加工机器人进行运动学模型分析,得到初始运动学模型,并通过误差映射矩阵对所述初始运动学模型进行模型优化,得到目标运动学模型,包括:
3.根据权利要求1所述的五轴加工机器人的刀具运动控制方法,其特征在于,所述构建所述目标运动学模型的弹性变形误差模型,并采用加权正则化方法对所述弹性变形误差模型进行误差参数向量计算和误差补偿策略生成,得到第一误差补偿策略,包括:
4.根据权利要求1所述的五轴加工机器人的刀具运动控制方法,其特征在于,所述对目标工件进行三维模型重建和加工区域识别,得到加工特征区域,并通过所述目标运动学模型对所述加工特征区域进行刀具加工运动轨迹规划,得到多个初始刀具运动轨迹,包括:
5.根据权利要求4所述的五轴加工机器人的刀具运动控制方法,其特征在于,所述通过所述第一误差补偿策略分别对所述多个初始刀具运动轨迹进行刀具运动轨迹补偿,得到多个第一刀具运动轨迹,并基于有限脉冲响应滤波器对所述多个第一刀具运动轨迹进行轨迹插补,得到多个第二刀具运动轨迹,包括:
6.根据权利要求1所述的五轴加工机器人的刀具运动控制方法,其特征在于,所述基于b样条曲线算法分别对所述多个第二刀具运动轨迹进行轨迹平滑处理和控制点调整,得到多个目标刀具运动轨迹,包括:
7.根据权利要求1所述的五轴加工机器人的刀具运动控制方法,其特征在于,所述控制所述五轴加工机器人根据所述多个目标刀具运动轨迹对所述目标工件进行工件加工和加工状态监控,得到每个目标刀具运动轨迹的加工状态数据,并通过深度强化学习算法对每个目标刀具运动轨迹的加工状态数据进行误差补偿分析,得到每个目标刀具运动轨迹的第二误差补偿策略,包括:
8.一种五轴加工机器人的刀具运动控制装置,其特征在于,所述五轴加工机器人的刀具运动控制装置包括:
9.一种五轴加工机器人的刀具运动控制设备,其特征在于,所述五轴加工机器人的刀具运动控制设备包括:存储器和至少一个处理器,所述存储器中存储有指令;
10.一种计算机可读存储介质,所述计算机可读存储介质上存储有指令,其特征在于,所述指令被处理器执行时实现如权利要求1-7中任一项所述的五轴加工机器人的刀具运动控制方法。
技术总结
本申请涉及刀具运动控制技术领域,公开了一种五轴加工机器人的刀具运动控制方法及相关装置。所述方法包括:对五轴加工机器人进行运动学模型分析,得到目标运动学模型;构建第一误差补偿策略;识别加工特征区域并规划多个初始刀具运动轨迹;进行刀具运动轨迹补偿,得到多个第一刀具运动轨迹并进行轨迹插补,得到多个第二刀具运动轨迹;进行轨迹平滑处理和控制点调整,得到多个目标刀具运动轨迹;进行工件加工和加工状态监控,得到每个目标刀具运动轨迹的加工状态数据,并通过深度强化学习算法对加工状态数据进行误差补偿分析,得到每个目标刀具运动轨迹的第二误差补偿策略,本申请提高了五轴加工机器人的刀具运动控制准确率。
技术研发人员:龙超祥
受保护的技术使用者:深圳市远望工业自动化设备有限公司
技术研发日:
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!