一种汽车摩擦片自动化生产用纸基冲压贴附模具的制作方法
本发明涉及汽车摩擦片生产,尤其涉及到一种汽车摩擦片自动化生产用纸基冲压贴附模具。
背景技术:
1、汽车摩擦片是车制动系统中至关重要的一部分,其冲压贴付摩擦材料的水平在很大程度上决定了汽车刹车效果的好坏并影响着汽车摩擦片制造企业的运营效率。
2、目前,汽车摩擦片的生产装配大多是分多个工序分开制作生产,效率不高,尤其是对摩擦材料和钢片的整线自动化组合生产难度大,风险高;而冲压贴附模具更是其核心技术制约其批量化生产。另一方面,市场上对汽车摩擦片的需求日益减少,对精度和质量要求日益提高,摩擦片制造企业迫切需要高精度、高质量、高效率的自动化生产设备来降低人工成本,提高企业的市场竞争力。
3、综合人员、设备、质量、市场需求等多种因素,目前汽车摩擦片生产装配效率不高,产品生产成本较高,这一现状已严重影响我国汽车摩擦片行业的持续健康发展。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供了一种汽车摩擦片自动化生产用纸基冲压贴附模具。
2、本发明是通过以下技术方案实现的:
3、一种汽车摩擦片自动化生产用纸基冲压贴附模具,包括冲切机构和设置于其上端的贴附机构;冲切机构包括:
4、底座,其底部设置有纸基出料口;
5、冲切刀模,设置于底座内部,其顶部凸出有若干冲切刀口;
6、纸基托板,设置于冲切刀模上方,其在对应冲切刀口的位置设有纸基冲切孔;纸基托板可相对冲切刀口向下移动,以使冲切刀口将位于纸基托板上的摩擦材冲切形成纸基;
7、砧板组件,设置于所述纸基托板的上方;
8、活动板,设置于砧板组件上方且与砧板组件相连接,活动板与冲压设备相连接从而通过砧板组件向纸基托板施加下压力;
9、贴附机构包括若干推杆,砧板组件具有供推杆通过的推杆孔,推杆与冲切刀口相对应;推杆可向下移动,以使将位于冲切刀口内的纸基推出纸基出料口并贴附至环形钢片上。
10、本发明的进一步设置为,所述冲切刀口的顶面位于所述纸基冲切孔的内部。
11、本发明的进一步设置为,所述冲切刀口为矩形结构,所述冲切刀口的外部具有第一倾斜面a,该第一倾斜面a从冲切刀口的顶面向下方外壁延伸;
12、所述纸基冲切孔的内壁具有第二倾斜面a,所述第二倾斜面a与所述第一倾斜面a相适应,且所述第一倾斜面a与所述第二倾斜面a之间留有一定间隙。
13、本发明的进一步设置为,底座的内部还固定有两组缓冲机构,两组缓冲机构分别位于冲切刀模的前后两侧,纸基托板放置于缓冲机构的上端,缓冲机构包括:
14、支撑板,其设置于底座的内部上方,支撑板的上表面与纸基托板相接触;
15、直线轴承,所述直线轴承为两个,直线轴承的上部具有导杆,所述支撑板在对应导杆的位置设有导孔,所述直线轴承固定于所述底座的背面且其导杆穿过底座并伸入至所述导孔内;
16、等高螺丝,所述等高螺丝为两个,等高螺丝从底座的背面穿过底座,且其螺纹端与所述支撑板螺纹旋接,等高螺丝的外部还套设有矩形弹簧,矩形弹簧分别与支撑板和底座相接触;等高螺丝可相对底座上下移动。
17、本发明的进一步设置为,所述底座的上端前后两侧均固定有导向件,所述导向件的中间部位下侧具有导向孔,所述导向孔用于摩擦材的进料和出料;所述纸基托板的两端均延伸至所述导向孔的内部。
18、本发明的进一步设置为,所述贴附机构还包括推杆安装座,所述推杆固定于所述推杆安装座的下端,所述推杆安装座的上端固定有浮动板。
19、本发明的进一步设置为,所述浮动板的上端还固定有对接机构,所述对接机构包括:
20、旋转座,固定于所述浮动板的上端;
21、对接件,旋转卡接于所述旋转座内,所述对接件用于连接外部电缸,外部电缸可控制所述对接机构上下运动;
22、压板,所述压板为一对,均固定于所述浮动板的上端且位于所述旋转座的两侧,所述压板用于对旋转座限位;
23、柱塞,插接于其中一个压板上,用于锁定旋转座。
24、本发明的进一步设置为,所述贴附机构还包括回复机构,所述回复机构包括:
25、导套,所述浮动板的四个角处均设置有导套,所述导套的上部位于所述浮动板的上端,所述导套的下部穿过浮动板并延伸至浮动板的外部;
26、轴套,与导套相适配,其设置于所述导套的上部内侧;
27、压块,固定于所述导套的外部;
28、导向轴,与所述导套相适配,所述导向轴的底部与所述砧板组件相连接,所述导向轴的顶部导套、轴套、压块并延伸至所述压块的外部;
29、挡板,所述挡板为两个,位于同一侧的两根导向轴的顶部通过挡板相连接;
30、回复弹簧,套设于所述导向轴的外部且位于浮动板和砧板组件之间。
31、本发明公开了一种汽车摩擦片自动化生产用纸基冲压贴附模具,与现有技术相比:
32、本发明在一副模具上,通过先冲切再贴附的工序,将原有的多道工序整合在一起,配套于整线摩擦片的自动化连续性生产,极大提升了汽车摩擦片的生产效率,有效提高了产品质量的一致性;大幅减少操作人员数量,降低劳动强度,对企业降低生产成本、提高经济效益具有显著成效;本技术方案通过设置v型刀模,相较于现有技术的钝模,冲切后的纸基外围毛边少,更加光滑,且可以验证冲切刀模的使用寿命;本发明通过减小冲切刀口的行程,可以保证在冲切过程中摩擦材不会断裂,同时,冲切刀口与纸基冲切孔之间留有一定间隙,可以提供一个安全缓冲空间,便于冲切;本技术方案通过设置纸基托板并且配合导向件的使用,实现了摩擦材的上下料,自动化率大大提升。
技术特征:
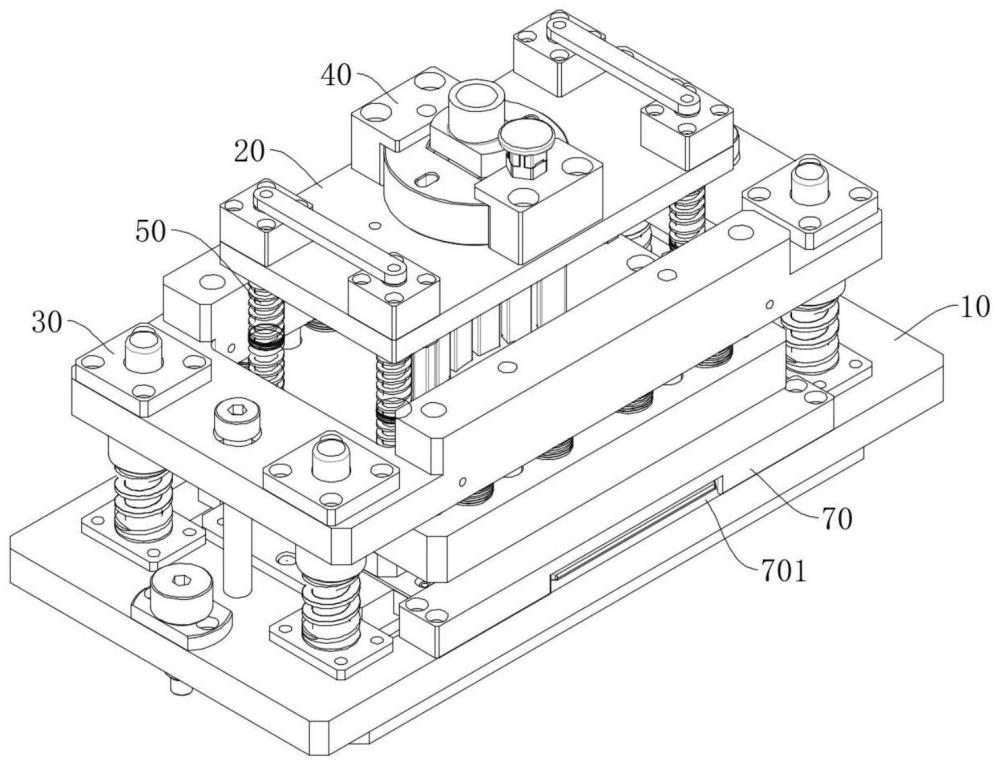
1.一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于,包括冲切机构(10)和设置于其上端的贴附机构(20);冲切机构(10)包括:
2.根据权利要求1所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于:所述冲切刀口(103)的顶面位于所述纸基冲切孔(105)的内部。
3.根据权利要求1所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于,所述冲切刀口(103)为矩形结构,所述冲切刀口(103)的外部具有第一倾斜面(103a),该第一倾斜面(103a)从冲切刀口(103)的顶面向下方外壁延伸;
4.根据权利要求1所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于,底座(101)的内部还固定有两组缓冲机构(60),两组缓冲机构(60)分别位于冲切刀模(102)的前后两侧,纸基托板(104)放置于缓冲机构(60)的上端,缓冲机构(60)包括:
5.根据权利要求1所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于:所述底座(101)的上端前后两侧均固定有导向件(70),所述导向件(70)的中间部位下侧具有导向孔(701),所述导向孔(701)用于摩擦材的进料和出料;所述纸基托板(104)的两端均延伸至所述导向孔(701)的内部。
6.根据权利要求1所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于,所述贴附机构(20)还包括推杆安装座(201),所述推杆(202)固定于所述推杆安装座(201)的下端,所述推杆安装座(201)的上端固定有浮动板(203)。
7.根据权利要求6所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于,所述浮动板(203)的上端还固定有对接机构(40),所述对接机构(40)包括:
8.根据权利要求6所述的一种汽车摩擦片自动化生产用纸基冲压贴附模具,其特征在于,所述贴附机构(20)还包括回复机构(50),所述回复机构(50)包括:
技术总结
本发明公开了一种汽车摩擦片自动化生产用纸基冲压贴附模具,包括冲切机构和设置于其上端的贴附机构;冲切机构包括:底座,其底部设置有纸基出料口;冲切刀模,设置于底座内部,其顶部凸出有若干冲切刀口;纸基托板,设置于冲切刀模上方,其在对应冲切刀口的位置设有纸基冲切孔;纸基托板可相对冲切刀口向下移动,以使冲切刀口将位于纸基托板上的摩擦材冲切形成纸基;砧板组件,设置于所述纸基托板的上方;活动板,设置于砧板组件上方且与砧板组件相连接,活动板与冲压设备相连接从而通过砧板组件向纸基托板施加下压力;贴附机构包括若干推杆,推杆可向下移动,以使将位于冲切刀口内的纸基推出纸基出料口并贴附至环形钢片上。
技术研发人员:乔忠银,包振淮
受保护的技术使用者:浙江维日托自动化科技有限公司
技术研发日:
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!