一种气压壶壶身钻孔装置及气压壶壶身的生产方法与流程
本发明属于生活器皿生产制造工艺领域,具体涉及到一种气压壶壶身钻孔装置及气压壶壶身的生产方法。
背景技术:
1、目前,市面上的气压壶有带接水盘和不带接水盘两种形式,两种形式的壶身结构差别只在于壶身上有和没有安装接水盘固定挂件,满足客户对产品功能及外观的不同选择。由于接水盘固定挂件的存在,使两种形式的壶身在制作时,需要设计两种不同的模具,且带有接水盘固定挂件的模具结构复杂,模具制造成本高,后期生产相对容易出故障且维护成本高,提高了生产企业的生产成本。
技术实现思路
1、本发明的目的在于提供一种结构简单且能够在气压壶壶身上定位钻孔的气压壶身钻孔装置,以及生产投入成本低的气压壶壶身的生产方法。
2、为了实现上述目的,本发明采用的技术方案是:
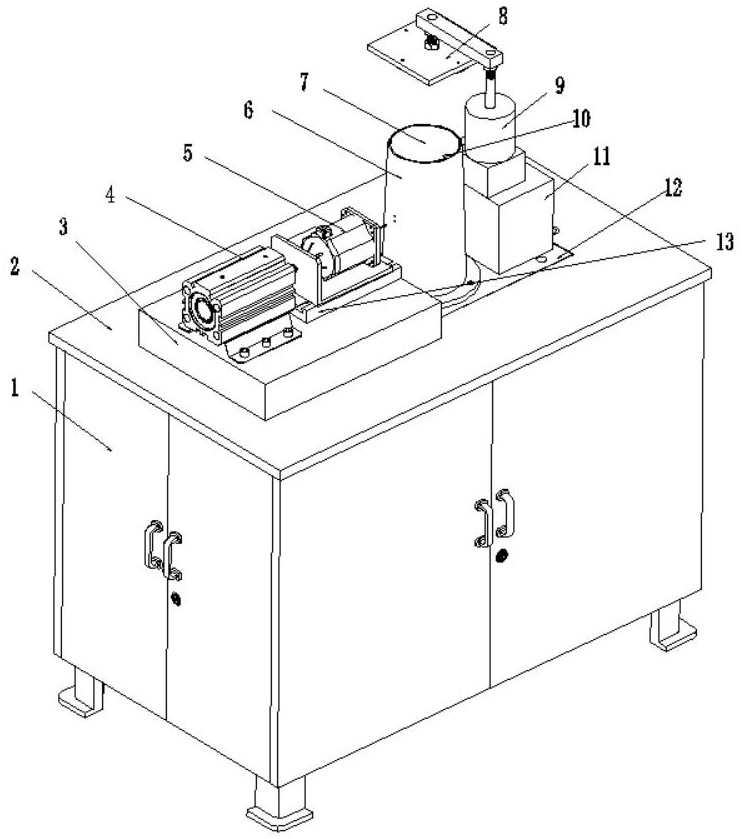
3、第一方面,提供一种气压壶壶身钻孔装置,其特征在于:包括工作台、壶身定位支撑座、带有钻头的钻孔电机、平移驱动气缸、升降驱动气缸和90度旋转下压气缸;在工作台面板上开设有一窗口;在窗口处设有工位升降板,升降驱动气缸安装在工作台面板下方且竖直推杆上端与工位升降板固定连接,在工作台面板窗口的一侧安装有水平导轨,钻孔电机通过滑动座安装在水平导轨上,平移驱动气缸固定安装在工作台面板上且能驱动滑动座沿着水平导轨移动,壶身定位支撑座的顶面设有定位卡槽,侧面设有至少两个上下设置且大小能供钻头穿过的定位钻孔,壶身定位支撑座和90度旋转下压气缸分别安装在工位升降板上,90度旋转下压气缸上连接有压板,90度旋转下压气缸能够将压板从初始位置转移到壶身定位支撑座的上方并上下移动。
4、进一步地,所述工位升降板的两侧各连接有一导向限位滑块,所述工作台面板下方位于所述窗口两侧各设有一竖直固定板,在每块竖直固定板上固定安装有与导向限位滑块配合的竖直导轨。
5、进一步地,所述压板的底面上还固定连接有硅胶压片。
6、第二方面,提供一种带接水盘的气压壶壶身的生产方法,其特征在于:包括如下步骤:
7、s1:通过注塑机一体注塑生产出壶身,所述壶身的顶端开口内边缘上设有定位片;
8、s2:将壶身放入到如权利要求1-3任一项所述的气压壶身钻孔装置的壶身定位支撑座上,并使定位片卡入定位卡槽中;
9、s3:启动90度旋转下压气缸将压板从初始位置转移到壶身定位支撑座的上方并下压,将壶身压紧限位在壶身定位支撑座上;
10、s4:钻孔电机带动钻头转动,同时平移驱动气缸驱动滑动座及钻孔电机向壶身定位支撑座方向移动,移动过程中,钻头穿过壶身的侧壁并进入壶身定位支撑座的定位钻孔,完成后平移驱动气缸带动滑动座及钻孔电机复位,完成第一个安装孔的钻孔操作;
11、s5:升降驱动气缸带动工位升降板下移,使钻头对准第二个定位钻孔,按步骤s4的操作完成第二个安装孔的钻孔工序;
12、s6:升降驱动气缸带动工位升降板复位,90度旋转下压气缸带动压板复位,取出钻好孔的壶身;
13、s7:在壶身的两个安装孔上安装接水盘的固定挂件,再将接水盘活动安装在固定挂件上。
14、进一步地,所述固定挂件上设有与第一个安装孔对应的螺丝孔和与第二个安装孔对应的插柱,安装时,将插柱插入第二个安装孔中并使螺丝孔与第一个安装孔对齐,再通过从壶身内腔中装入螺丝并拧紧固定。
15、进一步地,所述插柱呈圆柱形,插柱与第二个安装孔过盈连接。
16、进一步地,所述接水盘包括接水盘主体和与接水盘主体匹配的接水盘盖片,在接水盘主体上开始有与所述固定挂件配合的挂槽。
17、本发明的有益效果是:采用本发明的气压壶壶身钻孔装置,能够在壶身安装接水盘的位置上快速且准确的定位钻孔。采用本发明的生产方法,生产企业可以选择结构简单的模具配合专用钻孔装置即可生产可安装接水盘的壶身。具体是壶身的生产设计为无安装接水盘固定件的无孔位结构,降低了壶身模具的制作难度和成本,壶身注塑出来后,再采用钻孔加工的工艺来增加安装接水盘固定件的孔位结构,加工过程简单,装配方式便捷。
18、另外,当生产企业同时接到带接水盘和不带接水盘两种形式的气压壶的定单时,壶身可以统一配料,统一进行生产计划,使用同一套模具注塑与壶身钻孔装置配合进行生产,有利于降低综合生产成本。
技术特征:
1.一种气压壶壶身钻孔装置,其特征在于:包括工作台、壶身定位支撑座、带有钻头的钻孔电机、平移驱动气缸、升降驱动气缸和90度旋转下压气缸;在工作台面板上开设有一窗口;在窗口处设有工位升降板,升降驱动气缸安装在工作台面板下方且竖直推杆上端与工位升降板固定连接,在工作台面板窗口的一侧安装有水平导轨,钻孔电机通过滑动座安装在水平导轨上,平移驱动气缸固定安装在工作台面板上且能驱动滑动座沿着水平导轨移动,壶身定位支撑座的顶面设有定位卡槽,侧面设有至少两个上下设置且大小能供钻头穿过的定位钻孔,壶身定位支撑座和90度旋转下压气缸分别安装在工位升降板上,90度旋转下压气缸上连接有压板,90度旋转下压气缸能够将压板从初始位置转移到壶身定位支撑座的上方并上下移动。
2.根据权利要求1所述的气压壶身钻孔装置,其特征在于:所述工位升降板的两侧各连接有一导向限位滑块,所述工作台面板下方位于所述窗口两侧各设有一竖直固定板,在每块竖直固定板上固定安装有与导向限位滑块配合的竖直导轨。
3.根据权利要求1或2所述的气压壶身钻孔装置,其特征在于:所述压板的底面上还固定连接有硅胶压片。
4.一种带接水盘的气压壶壶身的生产方法,其特征在于:包括如下步骤:
5.根据权利要求4所述的带接水盘的气压壶壶身的生产方法,其特征在于:所述固定挂件上设有与第一个安装孔对应的螺丝孔和与第二个安装孔对应的插柱,安装时,将插柱插入第二个安装孔中并使螺丝孔与第一个安装孔对齐,再通过从壶身内腔中装入螺丝并拧紧固定。
6.根据权利要求4所述的带接水盘的气压壶身的生产方法,其特征在于:所述插柱呈圆柱形,插柱与第二个安装孔过盈连接。
7.根据权利要求4所述的带接水盘的气压壶身的生产方法,其特征在于:所述接水盘包括接水盘主体和与接水盘主体匹配的接水盘盖片,在接水盘主体上开有与所述固定挂件配合的挂槽。
技术总结
本发明公开了一种气压壶壶身钻孔装置及气压壶壶身的生产方法,所述壶身钻孔装置包括有工作台、工位升降板、壶身定位支撑座、钻孔电机、平移驱动气缸、升降驱动气缸和90度旋转下压气缸等。钻孔过程中,90度旋转下压气缸能够将壶身压紧固定,平移驱动气缸能驱动钻孔电机水平移动进行钻孔,升降驱动气缸能带动工位升降板上下移动,满足钻出上下排列安装孔的需求。生产时先将壶身一体注塑出来,然后采用壶身钻孔装置加工接水盘的安装孔,最后安装固定挂件和接水盘,装配过程简单,壶身生产模具相对简单,后期生产维护成本低,通过与气压壶壶身钻孔装置的配合,生产企业仅用同一套壶身模具的低成本投入,就可以生产两种不同形式的气压壶壶身。
技术研发人员:黄伟
受保护的技术使用者:广州合口美家居用品开发有限公司
技术研发日:
技术公布日:2024/8/27
- 还没有人留言评论。精彩留言会获得点赞!