一种防火门芯料切割吹尘自动线的制作方法
本发明涉及门扇生产设备,特别涉及一种防火门芯料切割吹尘自动线。
背景技术:
1、防火门芯料生产包括如下工序:原料进料、原料搅拌、原料浇筑、发泡养护成型、脱模、面包顶切除、将整体化的芯料切割为多块单板状结构、除尘。
2、现有技术中,芯料一块一块切割后再人工转移至除尘工位除尘,生产过程不连续且人工劳动强度大。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种防火门芯料切割吹尘自动线,通过翻转装置、精切装置、中间工作台和吹尘装置的结合,实现了芯料切割、吹尘连续进行,大幅提高生产效率。
2、本发明的目的是通过以下技术方案来实现的:
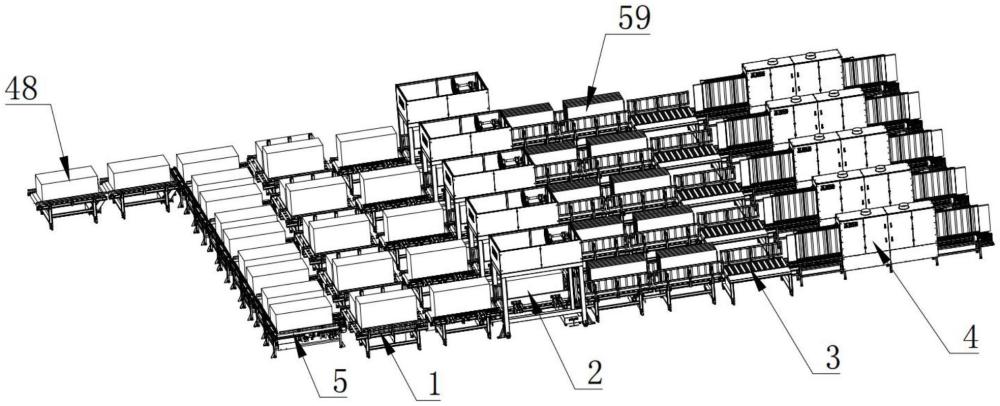
3、一种防火门芯料切割吹尘自动线,包括至少一条切割吹尘生产线,所述切割吹尘生产线包括依次设置的翻转装置、精切装置、中间工作台和吹尘装置;
4、所述翻转装置用于将整块的芯料翻转90度后送入精切装置;
5、所述精切装置用于将整块的芯料切割为多块等厚度的板料;
6、所述中间工作台用于承载分隔好的板料,并由人工一张一张依次送入吹尘装置;
7、所述吹尘装置用于清除板料上残留的碎屑、灰尘。
8、进一步地,所述翻转装置包括支架,所述支架上设有进料区和出料区,所述进料区和出料区之间设有翻转组件;
9、所述进料区和出料区均设有多根用于平移芯料的移动辊;
10、所述翻转组件用于带动进料区的芯料90度翻转后进入出料区。
11、进一步地,所述翻转组件包括至少一组翻转臂,所述翻转臂包括宽臂和高臂,所述宽臂和高臂垂直设置,所述宽臂和高臂通过旋转轴与所述支架转动连接,所述翻转臂由驱动件驱动翻转;
12、芯料翻转前,所述宽臂位于进料区的移动辊之间,且宽臂的上表面位于芯料底面之下;芯料翻转后,所述高臂位于出料区的移动辊之间,且高臂的上表面位于芯料底面之下。
13、进一步地,所述精切装置包括精切进料传送带、精切过渡传送带、精切出料传送带和精切机架;
14、所述精切过渡传送带穿过所述精切机架,所述精切进料传送和精切传送带分别设置于精切过渡传送带的两端;
15、所述精切机架上设有精切锯架,所述精切锯架设置有多个竖直的锯片,多个所述锯片等间距分布,所述精切锯架由精切驱动组件带动在竖向做往复运动。
16、进一步地,所述精切驱动组件包括精切电机、精切驱动轮、精切从动轮、精切传动轴、精切传动轮和驱动板,所述精切电机设置在精切机架上,所述精切驱动轮与所述精切电机的输出轴相连接,所述精切从动轮与所述精切驱动轮传动连接;
17、所述精切传动轴的第一端与所述精切从动轮同轴相连,所述精切传动轴的第二端与所述精切传动轮同轴相连,所述精切传动轴水平设置,所述驱动板的第一端通过连接件与精切传动轮偏心连接,所述驱动板的第二端与所述精切锯架的顶部相连接。
18、进一步地,所述精切锯架沿精切过渡传送带运行方向的两侧分别设有至少一组压紧组件;
19、所述压紧组件用于限制芯料在竖直方向的位移;
20、所述压紧组件包括压紧辊,所述压紧辊的两端分别通过滑动连接组件与所述精切机架相连接;
21、所述滑动连接组件包括固定杆和滑动杆,所述滑动杆的同轴设置在所述压紧辊端部,所述滑动杆上设有滑动孔,所述滑动杆通过滑动孔滑动套设在所述固定杆上,所述固定杆上设有第一弹簧。
22、进一步地,所述吹尘装置包括吹尘输送架,所述吹尘输送架的两端分别为进料端和出料端,所述吹尘输送架中部设有除尘罩;
23、所述吹尘输送架上沿其运行方向设有两个限位架,两个限位架之间形成与门扇厚度适配,供门扇通过的吹尘间隙,所述限位架上设有用于吹尘的风刀;
24、其中一个所述限位架通过调节件与除尘罩相连接,所述调节件用于带动该调节件沿吹尘输送架宽度方向运动以调节吹尘间隙。
25、进一步地,所述除尘罩为矩形壳体结构,所述除尘罩的两端分别设有进口和出口;
26、所述限位架的两端分别设置两个调节件,所述调节件包括调节螺杆,所述调节螺杆与除尘罩螺纹连接,所述调节螺杆的第一端穿过所述除尘罩与所述限位架转动连接。
27、进一步地,还包括设置在翻转装置前端的顶升移栽装置;
28、所述顶升移栽装置用于带动芯料沿平行于翻转装置的方向运动或带动芯料沿垂直于翻转装置的方向运动。
29、进一步地,所述顶升移栽装置包括移栽架,所述移栽架上均匀设有多根移栽辊,相邻两根移栽辊之间设有移栽传送带,所述移栽辊轴向与所述移栽传送带运行方向平行;
30、所述移栽辊由第一驱动机构驱动,所述移栽传送带由第二驱动机构驱动;
31、所述移栽传送带通过顶升组件与所述移栽架相连接,所述顶升组件用于带动移栽传送带及第二驱动机构整体上升至移栽传送带表面高于移栽辊或下降至移栽传送带表面低于移栽辊。
32、本发明的有益效果是:
33、1)本发明通过翻转装置、精切装置、中间工作台和吹尘装置的结合,实现了芯料切割、吹尘连续进行,大幅提高了生产效率。
34、2)通过设置翻转臂可实现芯料的自动90度翻转,且翻转过程芯料由宽臂和高臂支撑,保证芯料翻转的稳定性。
35、3)本发明通过将多个锯片设置在精切锯架上,整块的芯料可一次性被多个锯片同时分割为多块均匀的料板,提高了芯料切割效率。
36、4)通过将运动方向垂直的移栽辊与移栽传送带集成在同一移栽架上,可实现芯料两个方向的输送,不会额外占用空间,在保证芯料输送效率的同时提高了空间利用率。
技术特征:
1.一种防火门芯料切割吹尘自动线,其特征在于:包括至少一条切割吹尘生产线,所述切割吹尘生产线包括依次设置的翻转装置、精切装置、中间工作台和吹尘装置;
2.根据权利要求1所述防火门芯料切割吹尘自动线,其特征在于:所述翻转装置包括支架,所述支架上设有进料区和出料区,所述进料区和出料区之间设有翻转组件;
3.根据权利要求2所述防火门芯料切割吹尘自动线,其特征在于:所述翻转组件包括至少一组翻转臂,所述翻转臂包括宽臂和高臂,所述宽臂和高臂垂直设置,所述宽臂和高臂通过旋转轴与所述支架转动连接,所述翻转臂由驱动件驱动翻转;
4.根据权利要求1所述防火门芯料切割吹尘自动线,其特征在于:所述精切装置包括精切进料传送带、精切过渡传送带、精切出料传送带和精切机架;
5.根据权利要求4所述防火门芯料切割吹尘自动线,其特征在于:所述精切驱动组件包括精切电机、精切驱动轮、精切从动轮、精切传动轴、精切传动轮和驱动板,所述精切电机设置在精切机架上,所述精切驱动轮与所述精切电机的输出轴相连接,所述精切从动轮与所述精切驱动轮传动连接;
6.根据权利要求4所述防火门芯料切割吹尘自动线,其特征在于:所述精切锯架沿精切过渡传送带运行方向的两侧分别设有至少一组压紧组件;
7.根据权利要求1所述防火门芯料切割吹尘自动线,其特征在于:所述吹尘装置包括吹尘输送架,所述吹尘输送架的两端分别为进料端和出料端,所述吹尘输送架中部设有除尘罩;
8.根据权利要求7所述防火门芯料切割吹尘自动线,其特征在于:所述除尘罩为矩形壳体结构,所述除尘罩的两端分别设有进口和出口;
9.根据权利要求1所述防火门芯料切割吹尘自动线,其特征在于:还包括设置在翻转装置前端的顶升移栽装置;
10.根据权利要求9所述防火门芯料切割吹尘自动线,其特征在于:所述顶升移栽装置包括移栽架,所述移栽架上均匀设有多根移栽辊,相邻两根移栽辊之间设有移栽传送带,所述移栽辊轴向与所述移栽传送带运行方向平行;
技术总结
本发明公开了一种防火门芯料切割吹尘自动线,包括至少一条切割吹尘生产线,所述切割吹尘生产线包括依次设置的翻转装置、精切装置、中间工作台和吹尘装置;所述翻转装置用于将整块的芯料翻转90度后送入精切装置;所述精切装置用于将整块的芯料切割为多块等厚度的板料;所述中间工作台用于承载分隔好的板料,并由人工一张一张依次送入吹尘装置;所述吹尘装置用于清除板料上残留的碎屑、灰尘。本发明通过翻转装置、精切装置、中间工作台和吹尘装置的结合,实现了芯料切割、吹尘连续进行,大幅提高了生产效率。
技术研发人员:蒋建军,敬萧,谢风浪
受保护的技术使用者:四川和乐门业有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!