套筒装配工装和套筒安装设备的制作方法
本技术涉及定位工装的,尤其涉及一种套筒装配工装和套筒安装设备。
背景技术:
1、综采智能制造液压支架生产制造过程中,套筒串套筒孔组装定位是液压支架结构件组装的必经流程之一。
2、液压支架包括u型主筋,需要装配的套筒包括两个,一个套筒的两端贯穿u型主筋的前后侧壁,另一个套筒的一端贯穿u型主筋的一侧壁,另一端则抵靠于u型主筋的另一侧壁。
3、在现有技术中,此两个套筒的装配工装均为人工进行,即需要操作工手动实现套筒的定位和调整工作。对于一端贯穿u型主筋的一侧壁,另一端抵靠于u型主筋的另一侧壁的套筒而言,因为没有合适的定位工装,操作者只能先将该套筒串入主筋上的孔,另一侧需要多次调节后,才能满足设计图纸组装。因为是多次调节,会在组装过程中产生误差,又或出现套筒中心距离保证不了设计图纸要求等情况。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本实用新型提供一种套筒装配工装和套筒安装设备,其解决了现有技术中对于一端贯穿u型主筋的一侧壁,另一端抵靠于u型主筋的另一侧壁的套筒而言,因为没有合适的定位工装,操作者只能先将该套筒串入主筋上的孔,另一侧需要多次调节后,才能满足设计图纸组装,因为是多次调节,会在组装过程中产生误差,又或出现套筒中心距离保证不了设计图纸要求等情况的技术问题。
3、(二)技术方案
4、为了达到上述目的,本实用新型采用的主要技术方案包括:
5、第一方面,本实用新型提供一种套筒装配工装,包括底座和定位柱,沿底座高度方向的一侧形成抵靠基面,沿底座长度方向的两侧分别形成定位区和连接区;定位柱可拆卸连接于连接区,且定位柱靠近连接区的一侧形成定位面,定位面沿底座的高度方向延伸;定位区包括两个相互垂直的定位台,一个定位台沿底座长度方向延伸,两个定位台形成远离定位柱的开口;其中,抵靠基面以u型主筋顶部梁的内壁为基准,定位面以已装配套筒为基准。
6、在本实用新型的一个技术方案中,底座包括两个平行设置的端板和连接两个端板的连接件,连接区形成于连接件上,定位区形成于端板上。
7、在本实用新型的一个技术方案中,连接件对应连接区的位置具有连接孔,定位柱能够插接于连接孔内。
8、在本实用新型的一个技术方案中,定位区还包括对应连接于两个定位台上的凸台,两个凸台能够与待装配套筒的外表面相切。
9、在本实用新型的一个技术方案中,端板均包括第一板体和第二板体,第一板体和第二板体滑动连接,且第一板体和第二板体能够相互层叠,以改变连接区和定位区沿底座的长度方向的间距;其中,形成连接区的连接件连接平行的两个第一板体。
10、在本实用新型的一个技术方案中,第二板体包括子板体和母板体,子板体与母板体滑动连接,且子板体与母板体能够相互层叠,进而改变定位区与抵靠基面的间距;其中,定位区形成于子板体上。
11、在本实用新型的一个技术方案中,套筒装配工装还包括两个限位销,第一板体上开设有第一安装孔,母板体上开设有沿底座长度方向分布的若干第一定位孔,一个限位销能够插接于第一安装孔和第一定位孔内;子板体上开设有第二安装孔,母板体上开设有沿底座高度方向分布的若干第二定位孔,另一个限位销能够插接于第二安装孔和第二定位孔内。
12、在本实用新型的一个技术方案中,限位销的为一种矩形截面的销体,对应第一安装孔、第一定位孔、第二安装孔和第二定位孔与限位销的形状匹配。
13、第二方面,本实用新型提供一种套筒安装设备,包括上述任一技术方案中的套筒装配工装。
14、(三)有益效果
15、本实用新型的有益效果是:本实用新型的套筒装配工装和套筒安装设备,包括两个定位基面,分别为抵靠基面和定位面,抵靠基面抵靠于u型主筋的顶部梁的内壁上,进而限制该套筒装配工装的沿自身高度方向上的基准位置;定位面则用来与已装配套筒相抵靠,进而限制该套筒装配工装的沿自身长度方向上的基准位置。
16、如此,套筒装配工装的位置便得到了限定,而定位区的位置是固定的,因此,通过预先将该套筒装配工装定位区和定位面的间距设置为装配所需间距,同时将定位区的高度设置为装配所需高度,就能够通过该套筒状态工装实现后装配套筒的准确定位,这样该套筒的一端能够更容易的插入u型主筋一侧侧壁上的通孔,套筒的另一端也能够稳定的与u型主筋另一侧侧壁完成抵靠,进而省略消耗大量时间的套筒调整工序,进而提高套筒的装配效率和装配精度。
技术特征:
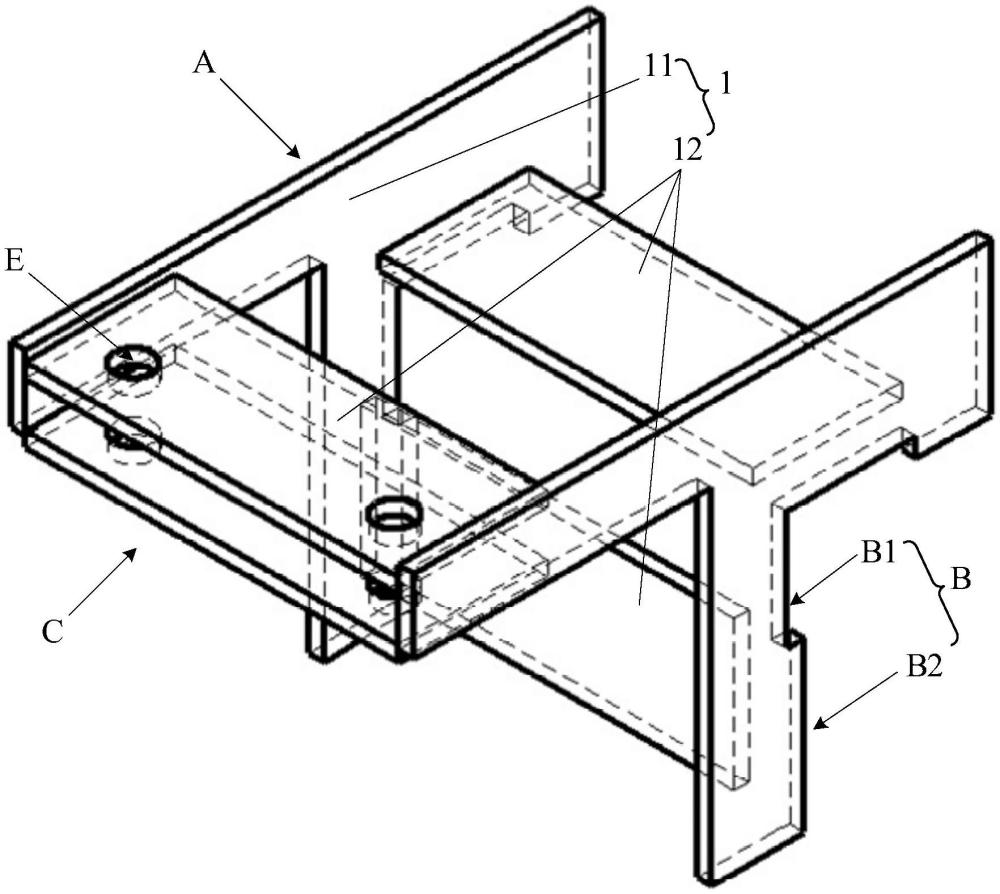
1.一种套筒装配工装,其特征在于:包括底座(1)和定位柱(2),沿所述底座(1)高度方向的一侧形成抵靠基面(a),沿所述底座(1)长度方向的两侧分别形成定位区(b)和连接区(c);
2.如权利要求1所述的套筒装配工装,其特征在于:所述底座(1)包括两个平行设置的端板(11)和连接两个所述端板(11)的连接件(12),所述连接区(c)形成于所述连接件(12)上,所述定位区(b)形成于所述端板(11)上。
3.如权利要求2所述的套筒装配工装,其特征在于:所述连接件(12)对应所述连接区(c)的位置具有连接孔(e),所述定位柱(2)能够插接于所述连接孔(e)内。
4.如权利要求2所述的套筒装配工装,其特征在于:所述定位区(b)还包括对应连接于两个所述定位台(b1)上的凸台(b2),两个所述凸台(b2)能够与待装配套筒(4)的外表面相切。
5.如权利要求2所述的套筒装配工装,其特征在于:所述端板(11)均包括第一板体(111)和第二板体(112),所述第一板体(111)和所述第二板体(112)滑动连接,且所述第一板体(111)和所述第二板体(112)能够相互层叠,以改变所述连接区(c)和所述定位区(b)沿所述底座(1)的长度方向的间距;
6.如权利要求5所述的套筒装配工装,其特征在于:所述第二板体(112)包括子板体(1121)和母板体(1122),所述子板体(1121)与所述母板体(1122)滑动连接,且所述子板体(1121)与所述母板体(1122)能够相互层叠,进而改变所述定位区(b)与所述抵靠基面(a)的间距;
7.如权利要求6所述的套筒装配工装,其特征在于:所述套筒装配工装还包括两个限位销(5),所述第一板体(111)上开设有第一安装孔(f),所述母板体(1122)上开设有沿所述底座(1)长度方向分布的若干第一定位孔(g),一个所述限位销(5)能够插接于所述第一安装孔(f)和所述第一定位孔(g)内;
8.如权利要求7所述的套筒装配工装,其特征在于:所述限位销(5)为一种矩形截面的销体,所述第一安装孔(f)、所述第一定位孔(g)、所述第二安装孔(h)和所述第二定位孔(i)与所述限位销(5)的形状匹配。
9.一种套筒安装设备,其特征在于:包括如权利要求1-8中任意一项所述的套筒装配工装。
技术总结
本技术涉及一种套筒装配工装和套筒安装设备,包括底座和定位柱,沿底座高度方向的一侧形成抵靠基面,沿底座长度方向的两侧分别形成定位区和连接区;定位柱可拆卸连接于连接区,且定位柱靠近连接区的一侧形成定位面,定位面沿底座的高度方向延伸;其有益效果是通过预先将该套筒装配工装定位区和定位面的间距设置为装配所需间距,同时将定位区的高度设置为装配所需高度,就能够通过该套筒状态工装实现后装配套筒的准确定位,这样该套筒的一端能够更容易的插入U型主筋一侧侧壁上的通孔,套筒的另一端也能够稳定的与U型主筋另一侧侧壁完成抵靠,进而省略消耗大量时间的套筒调整工序,进而提高套筒的装配效率和装配精度。
技术研发人员:刘蕴熙,高嵩
受保护的技术使用者:中煤北京煤矿机械有限责任公司
技术研发日:20240103
技术公布日:2024/12/5
- 还没有人留言评论。精彩留言会获得点赞!