一种锂电池封装生产线铝塑膜切割机构的制作方法
本技术涉及锂电池封装的,尤其是涉及一种锂电池封装生产线铝塑膜切割机构。
背景技术:
1、铝塑膜是软包装锂电池电芯封装的关键材料,是由多种塑料、铝箔和粘合剂组成的高塑性、高阻隔的多层复合材料。软包锂电池用铝塑复合膜具有良好的阻隔性、耐电解液稳定性、冷冲压成型性、抗穿刺性和绝缘性,起保护内容物的作用,是软包锂电池中一个关键的保护环节,是技术要求非常苛刻的一种复合材料;而在铝塑膜进行生产的过程中,需要使用到切割机构以将铝塑膜切割成相应的尺寸以供给用户使用其对锂电池电芯进行封装,而现市场上大多铝塑膜切割机构难以让用户根据锂电池电芯封装时所需的铝塑膜尺寸,对装置进行相应的调节,从而使得切割后的铝塑膜与锂电池电芯封装时所需的尺寸不一致时,容易影响锂电池电芯的封装,并且铝塑膜在进行切割时,容易出现受力偏离的现象,导致装置的切片效果不佳。
技术实现思路
1、针对上述现有技术中的不足,本申请提供一种锂电池封装生产线铝塑膜切割机构,旨在可精确调节切割铝塑膜的尺寸,以及降低铝塑膜在切割时发生偏移的可能性。
2、本申请的上述发明目的是通过以下技术方案得以实现的:
3、机架,所述机架前端设置有两个相对且上下对称的压板,两个所述压板均竖直滑移设置于所述机架内部且分别用于抵接铝塑膜的上下两侧,所述机架对应两个所述压板设置有两个第一气缸,所述第一气缸用于驱动对应所述压板竖直滑移;
4、真空吸附装置,所述真空吸附装置设置于所述机架后端,在铝塑膜经过两个所述压板之间后,所述真空吸附装置用于吸附铝塑膜经过所述压板的部分,所述机架内部竖直滑移设置有切刀,所述机架顶部设置有用于驱动所述切刀竖直移动的第二气缸,所述切刀位于所述压板和所述真空吸附装置之间且用于抵接铝塑膜;
5、放卷机构,所述放卷机构设置于所述机架一侧,所述放卷机构用于对铝塑膜进行放卷;
6、牵引机构,所述牵引机构设置于所述放卷机构和所述机架之间,所述牵引机构用于带动铝塑膜至两个所述压板之间。
7、通过采用上述技术方案,在放卷机构和牵引机构的作用下,铝塑膜依次经过两个压板之间和真空吸附装置,在进行切割之前,通过两个第一气缸驱动上下对称的两个压板分别对铝塑膜的两侧进行抵接,完成对待切割铝塑膜部分前端的固定,再配合真空吸附装置进行真空吸附,完成对待切割铝塑膜部分后端的固定,通过对铝塑膜待切割部分前后固定的作用下,能够降低铝塑膜在切割时发生偏移的可能性,并且由于切刀位于压板和第一支撑板之间,使在对待切割的铝塑膜部分完成前后固定的同时给切刀提供切割位置,结构紧凑且工序顺畅。
8、本申请在一较佳示例中可以进一步配置为:所述机架后端一侧设置有安装座和第一电机,所述安装座转动安装有丝杆,所述丝杆螺纹贯穿有滑座,所述第一电机的输出轴同轴固定连接于所述丝杆一端,所述滑座顶部安装有气动手指,在铝塑膜经过所述真空吸附装置之间后,所述气动手指用于夹持铝塑膜末端。
9、通过采用上述技术方案,在机架后端一侧设置气动手指,以使气动手指能够对铝塑膜末端进行夹持,并且在第一电机驱动丝杆转动的作用下,能够带动滑座进行位移,从而使气动手指带动铝塑膜进行牵拉,以完成铝塑膜切割位置的调整,进而实现调节铝塑膜的切割尺寸,并且由于丝杆传动的传动精度高,可精确调节切割铝塑膜的尺寸,适用于铝塑膜切割工况。
10、本申请在一较佳示例中可以进一步配置为:所述放卷机构包括安装板、放卷辊和若干引导辊,所述安装板设置于所述机架一侧,所述放卷辊和所有所述引导辊均沿铝塑膜的输送方向依次转动安装于所述安装板,所述放卷辊用于收卷铝塑膜,在铝塑膜放卷时,铝塑膜依次绕过每个所述引导辊至所述牵引机构处,所述安装板安装有第二电机,所述第二电机用于驱动所述放卷辊进行转动。
11、通过采用上述技术方案,在第二电机的驱动作用下,放卷辊能够带动铝塑膜转动,以实现放卷功能,并且在多个引导辊的作用下,能够提高铝塑膜的整平度,以进一步提高铝塑膜切割的精确度。
12、本申请在一较佳示例中可以进一步配置为:所述安装板一侧延伸设置有第二支撑板且竖直滑移设置有抵接板,所述第二支撑板和所述抵接板均位于所述放卷辊与所述引导辊之间,所述抵接板位于所述第二支撑板的正上方,在铝塑膜放卷时,所述抵接板用于抵接铝塑膜上侧面,所述安装板竖直安装有用于带动所述抵接板竖直移动的第三气缸。
13、通过采用上述技术方案,在放卷辊上的铝塑膜使用完毕之前,在第三气缸的作用下,能够将放卷至引导辊之前的铝塑膜部分通过抵接板抵接至第二支撑板处进行固定,此时工作人员能够对放卷辊上残余的铝塑膜进行切除和更换,然后再与先前放卷至引导辊之前的铝塑膜部分进行连接,而无需重新将新的铝塑膜部分进行布置,从而提高生产效率。
14、本申请在一较佳示例中可以进一步配置为:所述牵引机构包括支架,所述支架内部转动安装有转动辊和抵接辊,所述抵接辊用于抵接铝塑膜,所述转动辊和所述抵接辊之间形成供铝塑膜通过的间隙,所述支架固定安装有第三电机,所述第三电机用于驱动任一所述转动辊进行转动。
15、通过采用上述技术方案,在输送过程中,转动辊在第三电机的驱动作用下进行转动,以给铝塑膜提供输送的动力,完成铝塑膜的输送,同时抵接辊抵接于铝塑膜,能够起到引导和整平铝塑膜的作用。
16、本申请在一较佳示例中可以进一步配置为:所述真空吸附装置包括第一支撑板,所述第一支撑板设置于所述机架后端,在铝塑膜经过两个所述压板之间时,所述第一支撑板用于给铝塑膜提供支撑,所述第一支撑板顶部开设有若干气孔且内部开设有气道,所述气道连通有气泵。
17、通过采用上述技术方案,在铝塑膜经过第一支撑板正上方时,通过启动气泵,使第一支撑板上的气孔和其内部的气道处于负压状态,以使若干气孔对铝塑膜进行真空吸附,实现对待切割铝塑膜部分后端的固定。
18、综上,本申请包括以下至少一种有益技术效果:
19、1、通过对铝塑膜待切割部分前后固定的作用下,能够降低铝塑膜在切割时发生偏移的可能性,并且由于切刀位于压板和第一支撑板之间,使在对待切割的铝塑膜部分完成前后固定的同时给切刀提供切割位置,结构紧凑且工序顺畅。
20、2、在放卷辊上的铝塑膜使用完毕之前,在第三气缸的作用下,能够将放卷至引导辊之前的铝塑膜部分通过抵接板抵接至第二支撑板处进行固定,此时工作人员能够对放卷辊上残余的铝塑膜进行切除和更换,然后再与先前放卷至引导辊之前的铝塑膜部分进行连接,而无需重新将新的铝塑膜部分进行布置,从而提高生产效率。
21、3、在输送过程中,转动辊在第三电机的驱动作用下进行转动,以给铝塑膜提供输送的动力,完成铝塑膜的输送,同时抵接辊抵接于铝塑膜,能够起到引导和整平铝塑膜的作用。
技术特征:
1.一种锂电池封装生产线铝塑膜(b3)切割机构,其特征在于,包括:
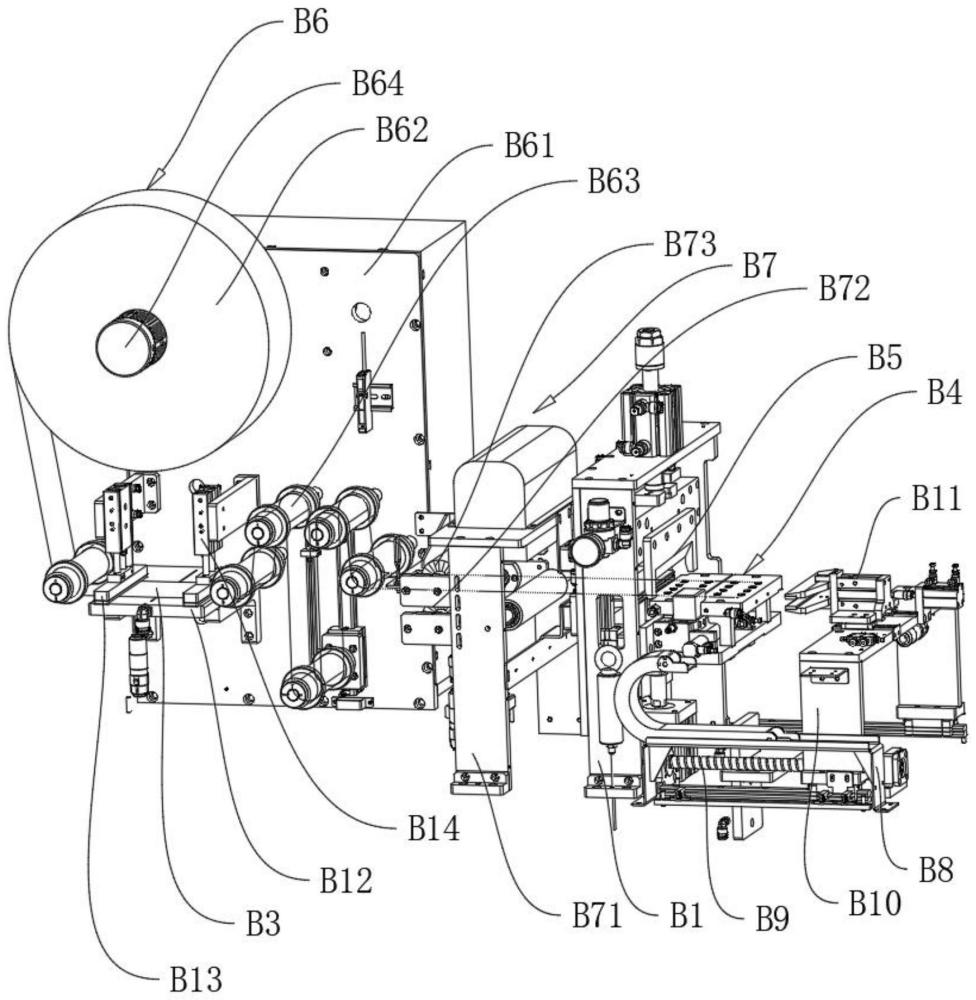
2.如权利要求1的一种锂电池封装生产线铝塑膜(b3)切割机构,其特征在于,所述机架(b1)后端一侧设置有安装座(b8)和第一电机,所述安装座(b8)转动安装有丝杆(b9),所述丝杆(b9)螺纹贯穿有滑座(b10),所述第一电机的输出轴同轴固定连接于所述丝杆(b9)一端,所述滑座(b10)顶部安装有气动手指(b11),在铝塑膜(b3)经过所述真空吸附装置(b4)之间后,所述气动手指(b11)用于夹持铝塑膜(b3)末端。
3.如权利要求1的一种锂电池封装生产线铝塑膜(b3)切割机构,其特征在于,所述放卷机构(b6)包括安装板(b61)、放卷辊(b62)和若干引导辊(b63),所述安装板(b61)设置于所述机架(b1)一侧,所述放卷辊(b62)和所有所述引导辊(b63)均沿铝塑膜(b3)的输送方向依次转动安装于所述安装板(b61),所述放卷辊(b62)用于收卷铝塑膜(b3),在铝塑膜(b3)放卷时,铝塑膜(b3)依次绕过每个所述引导辊(b63)至所述牵引机构(b7)处,所述安装板(b61)安装有第二电机(b64),所述第二电机(b64)用于驱动所述放卷辊(b62)进行转动。
4.如权利要求3的一种锂电池封装生产线铝塑膜(b3)切割机构,其特征在于,所述安装板(b61)一侧延伸设置有第二支撑板(b12)且竖直滑移设置有抵接板(b13),所述第二支撑板(b12)和所述抵接板(b13)均位于所述放卷辊(b62)与所述引导辊(b63)之间,所述抵接板(b13)位于所述第二支撑板(b12)的正上方,在铝塑膜(b3)放卷时,所述抵接板(b13)用于抵接铝塑膜(b3)上侧面,所述安装板(b61)竖直安装有用于带动所述抵接板(b13)竖直移动的第三气缸(b14)。
5.如权利要求1的一种锂电池封装生产线铝塑膜(b3)切割机构,其特征在于,所述牵引机构(b7)包括支架(b71),所述支架(b71)内部转动安装有转动辊(b72)和抵接辊(b73),所述抵接辊(b73)用于抵接铝塑膜(b3),所述转动辊(b72)和所述抵接辊(b73)之间形成供铝塑膜(b3)通过的间隙,所述支架(b71)固定安装有第三电机,所述第三电机用于驱动任一所述转动辊(b72)进行转动。
6.如权利要求1的一种锂电池封装生产线铝塑膜(b3)切割机构,其特征在于,所述真空吸附装置(b4)包括第一支撑板(b41),所述第一支撑板(b41)设置于所述机架(b1)后端,在铝塑膜(b3)经过两个所述压板(b2)之间时,所述第一支撑板(b41)用于给铝塑膜(b3)提供支撑,所述第一支撑板(b41)顶部开设有若干气孔(b42)且内部开设有气道(b43),所述气道(b43)连通有气泵。
技术总结
本技术涉及锂电池封装的技术领域,尤其是涉及一种锂电池封装生产线铝塑膜切割机构,其包括:机架,机架前端设置有两个压板,两个压板均竖直滑移设置于机架内部,机架设置有两个第一气缸,第一气缸用于驱动对应压板竖直滑移;真空吸附装置,真空吸附装置设置于机架后端,真空吸附装置用于吸附铝塑膜,机架内部竖直滑移设置有切刀,切刀位于压板和真空吸附装置之间且用于抵接铝塑膜;放卷机构,放卷机构设置于机架一侧,放卷机构用于对铝塑膜进行放卷;牵引机构,牵引机构设置于放卷机构和机架之间,牵引机构用于带动铝塑膜至两个压板之间。本申请具有可精确调节切割铝塑膜的尺寸,以及降低铝塑膜在切割时发生偏移的可能性的效果。
技术研发人员:张金周,林国权
受保护的技术使用者:广东比沃新能源股份有限公司
技术研发日:20240329
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!