一种真空吸盘式工装结构的制作方法
本技术涉及吸盘工装,具体是一种真空吸盘式工装结构。
背景技术:
1、铝合金板材在加工过程中,需要使用工装夹具进行夹取。吸盘工装是一种搭配实时压痕分析仪,在铁磁性及非铁磁性材料的平整面上检测材料力学性能的固定装置,可对在役设备原位、准无损检测材料的各项力学性能,无需对原件进行破坏取样测试,主要包含吸盘工装、枪式测头主机、控制箱。
2、现有技术中申请号为201911052997.4的一种真空吸盘式装配工装,其包括门型支架组;所述门型支架组包括连接支架以及与连接支架垂直设置的若干个脚架,每个所述脚架上均套设有一个可沿所述脚架的长度方向移动的真空吸盘。该发明所述的真空吸盘式装配工装,其能够有效解决现有技术中需使用门型码和千斤顶配合施工,以致影响了产品外观质量、带来大量批补磨工作、降低了工作效率的技术问题,但是,工件吸持固定在吸盘工装槽内的稳定性较一般,而且不便于对工件两侧进行卡设限位,难以使工件精准卡设在工装基座内。
技术实现思路
1、本实用新型的目的在于提供一种真空吸盘式工装结构,以解决现有技术中工件吸持固定在吸盘工装槽内的稳定性较一般,而且不便于对工件两侧进行限位,难以使工件精准卡设在工装基座内的问题。
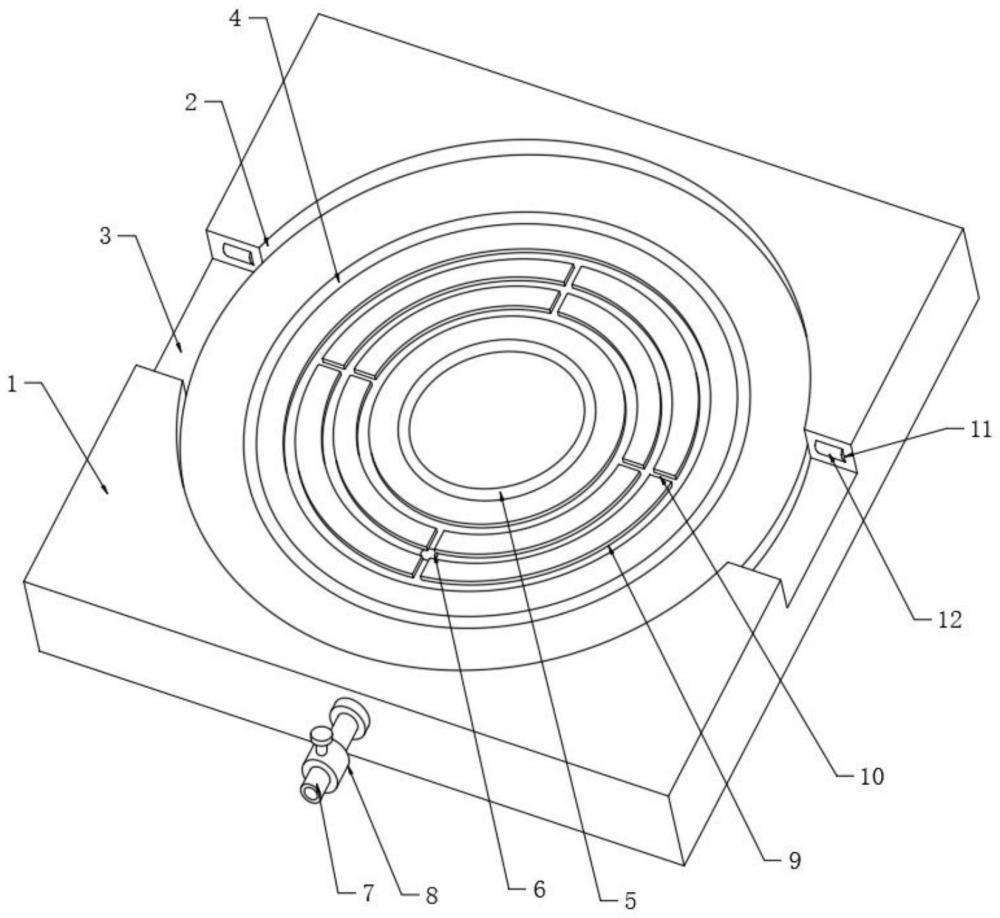
2、为实现上述目的,本实用新型提供如下技术方案:一种真空吸盘式工装结构,包括工装基座,所述工装基座上侧中部开设有吸盘工装槽,所述吸盘工装槽内侧设有第一密封圈和第二密封圈,所述第一密封圈和第二密封圈之间的吸盘工装槽内壁开设有气孔,所述气孔一端连接有吸气管和阀门,所述吸盘工装槽两侧的工装基座开设有定位槽,所述定位槽内壁的锁定槽内开设有弹性夹块。
3、进一步的,所述吸盘工装槽设置成圆形槽,所述定位槽设置成矩形槽。
4、进一步的,所述第一密封圈和第二密封圈均采用橡胶圈,所述第一密封圈和第二密封圈固定粘接在吸盘工装槽内壁。
5、进一步的,所述所述第一密封圈的内直径大于第二密封圈的外直径,且第一密封圈和第二密封圈安装在吸盘工装槽内的厚度相同。
6、进一步的,所述第一密封圈和第二密封圈之间的吸盘工装槽内壁开设有第一抽真空槽和第二抽真空槽,第二抽真空槽采用十字槽,且多个第一抽真空槽之间通过第二抽真空槽连通。
7、进一步的,所述第一抽真空槽采用环形槽,且多个第一抽真空槽的直径依次减小。
8、进一步的,所述弹性夹块一端通过限位滑块和导向杆滑动设置在工装基座内壁的滑槽内,所述限位滑块内侧还设有弹簧。
9、与现有技术相比,本实用新型的有益效果是:
10、1、本实用新型通过吸盘工装槽内侧设有的第一密封圈和第二密封圈,第一密封圈和第二密封圈之间的吸盘工装槽内壁开设有气孔,使用时将待固定的工件平面端面放置在吸盘工装槽内,通过吸气管和气孔对第一密封圈、第二密封圈和工件之间进行抽真空形成负压,从而将工件吸持固定在吸盘工装槽内,有利于提高工件固定的稳定性,而且卸料方便快捷。
11、2、本实用新型通过吸盘工装槽两侧的工装基座开设有定位槽,便于对工件两侧进行卡设限位处理,从而便于使工件精准卡设在工装基座一侧。
12、3、本实用新型通过定位槽内壁的锁定槽内开设有弹性夹块,弹性夹块一端通过限位滑块和导向杆滑动设置在工装基座内壁的滑槽内,限位滑块内侧还设有弹簧,使得能够对卡设在定位槽内的工件限位块两侧进行夹持固定,有利于提高工件两侧限位块卡设固定在定位槽内的稳定性。
技术特征:
1.一种真空吸盘式工装结构,包括工装基座(1),其特征在于:所述工装基座(1)上侧中部开设有吸盘工装槽(2),所述吸盘工装槽(2)内侧设有第一密封圈(4)和第二密封圈(5),所述第一密封圈(4)和第二密封圈(5)之间的吸盘工装槽(2)内壁开设有气孔(6),所述气孔(6)一端连接有吸气管(7),所述吸盘工装槽(2)两侧的工装基座(1)开设有定位槽(3),所述定位槽(3)内壁开设有弹性夹块(12)。
2.根据权利要求1所述的一种真空吸盘式工装结构,其特征在于:所述吸盘工装槽(2)设置成圆形槽,所述定位槽(3)设置成矩形槽。
3.根据权利要求1所述的一种真空吸盘式工装结构,其特征在于:所述第一密封圈(4)和第二密封圈(5)均采用橡胶圈,所述第一密封圈(4)和第二密封圈(5)固定粘接在吸盘工装槽(2)内壁。
4.根据权利要求3所述的一种真空吸盘式工装结构,其特征在于:所述第一密封圈(4)的内直径大于第二密封圈(5)的外直径,且第一密封圈(4)和第二密封圈(5)安装在吸盘工装槽(2)内的厚度相同。
5.根据权利要求1所述的一种真空吸盘式工装结构,其特征在于:所述第一密封圈(4)和第二密封圈(5)之间的吸盘工装槽(2)内壁开设有第一抽真空槽(9)和第二抽真空槽(10),第二抽真空槽(10)采用十字槽,且多个第一抽真空槽(9)之间通过第二抽真空槽(10)连通。
6.根据权利要求5所述的一种真空吸盘式工装结构,其特征在于:所述第一抽真空槽(9)采用环形槽,且多个第一抽真空槽(9)的直径依次减小。
7.根据权利要求1所述的一种真空吸盘式工装结构,其特征在于:所述弹性夹块(12)一端通过限位滑块(13)和导向杆(15)滑动设置在工装基座(1)内壁的滑槽(14)内,所述限位滑块(13)内侧还设有弹簧(16)。
技术总结
本技术公开了一种真空吸盘式工装结构,包括工装基座,所述工装基座上部设有吸盘工装槽,吸盘工装槽内设有第一密封圈和第二密封圈,第一密封圈和第二密封圈之间的吸盘工装槽内设有气孔,气孔一端连接有吸气管和阀门,吸盘工装槽两侧的工装基座开设有定位槽,定位槽内壁的锁定槽内开设有弹性夹块,本技术通过吸盘工装槽内侧设有的第一密封圈和第二密封圈,第一密封圈和第二密封圈之间的吸盘工装槽内壁开设有气孔,使用时将待固定的工件平面端面放置在吸盘工装槽内,通过吸气管和气孔对第一密封圈、第二密封圈和工件之间进行抽真空形成负压,从而将工件吸持固定在吸盘工装槽内,有利于提高工件固定的稳定性,而且卸料方便快捷。
技术研发人员:李玉龙,蔡友忠,宋二凯
受保护的技术使用者:苏州阿尔比恩精密科技有限公司
技术研发日:20240417
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!