一种V型平口钳的制作方法
本技术涉及模具零件夹具,具体涉及一种v型平口钳。
背景技术:
1、在当前模具零件加工业界,尤其是在处理具有复杂几何特征如圆形零件上的槽或凹槽时,装夹技术面临着挑战。这些零件不仅要求极高的加工精度以确保装配后的功能性和互换性,还必须在加工过程中保持稳定,以防振颤和变形,这直接关系到成品的质量与生产效率。
2、传统装夹过程,如通用夹具和直接使用机床虎钳等,往往难以满足此类特殊零件的加工需求。它们可能无法精确地对中圆形零件,或者在加工深槽、窄槽时无法提供足够的支撑力和稳定性,导致加工精度下降,表面质量受损,甚至零件损坏。此外,通用夹具通常设计用于标准形状和尺寸的工件,对于非标或异形零件的适应性有限,这增加了装夹难度并可能导致装夹点选择不当,从而影响到加工效率和成本控制。定制夹具虽然能针对特定零件设计,确保最佳的装夹效果和加工精度,但其高昂的研发成本、制作周期长以及对单一零件的依赖性高,使得许多中小企业和加工车间望而却步。特别是对于小批量或多样化的产品订单,频繁更换夹具不仅不经济,也难以快速响应市场变化。
技术实现思路
1、本实用新型的目的在于提供一种v型平口钳,以解决现有通用夹具无法满足非标或异形零件的装夹要求的问题。
2、本实用新型解决上述技术问题的技术方案如下:
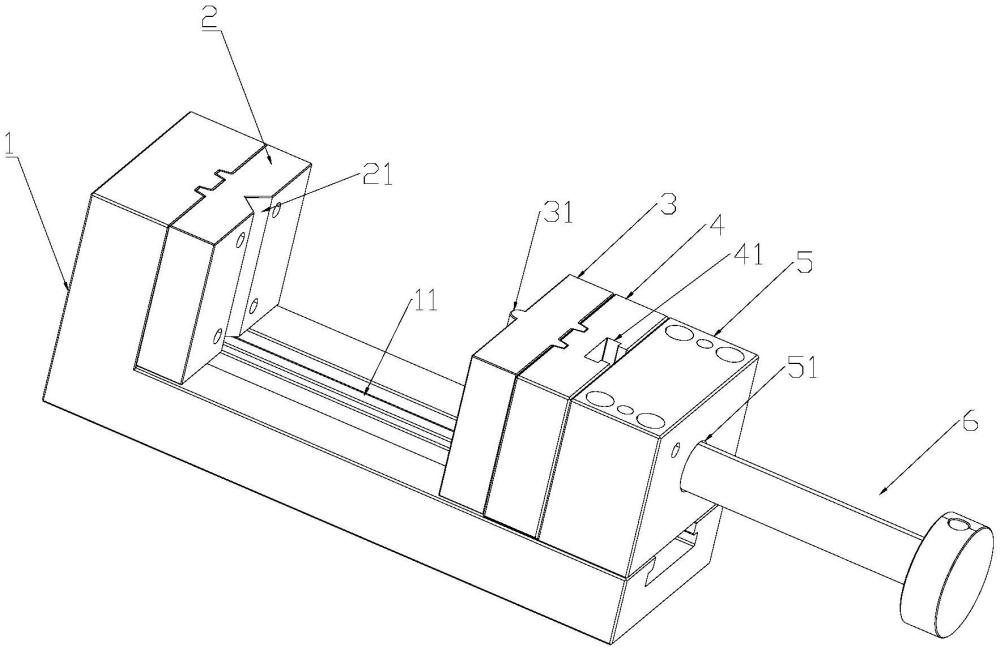
3、一种v型平口钳,其包括:基座、设置在基座顶部一端的固定侧成型块以及滑动连接在基座的滑道上的移动侧成型块;固定侧成型块靠近移动侧成型块的端面竖向开设有用于设置异型零件的v型槽,移动侧成型块靠近固定侧成型块的端面竖向设置有半圆形凸台。
4、进一步地,移动侧成型块的末端设有移动侧成型安装块,移动侧成型块与移动侧成型安装块之间通过螺栓固定。
5、进一步地,移动侧成型安装块的末端设置有固定块,固定块分别通过螺钉和销钉固定在基座的顶端部。
6、进一步地,移动侧成型安装块的末端开设有安装凹槽,安装凹槽内连接有夹具把手。
7、进一步地,固定块内开设有连接孔,夹具把手的螺杆穿过连接孔。
8、进一步地,夹具把手的尾部为圆柱体。
9、进一步地,基座的形状为l形结构。
10、本实用新型具有以下有益效果:
11、本实用新型的v型槽设计能自动对中并稳定地夹持不同直径的圆形或异型零件,确保零件在加工过程中的定位精度,减少因人工调整导致的误差。通过移动侧成型块与移动侧成型安装块的滑动配合及螺栓固定设计,用户可以快速调整v型槽与半圆形凸台之间的距离,适应不同尺寸零件的夹持需求,提高了工作效率。
12、同时,移动侧成型块与安装块之间的模块化设计,使得损坏的部件易于替换,降低了维护成本和设备停机时间。夹具把手设计为圆柱体尾部,符合人体工程学,便于操作者握持和施力,尤其是在需要较大夹紧力时,能有效减轻操作者的疲劳感。l形基座结构提供了稳固的支撑平台,同时适用于多种工作台面安装,无论是机床、工作台还是流水线作业,都能灵活适应,提升了工具的通用性和灵活性。
技术特征:
1.一种v型平口钳,其特征在于,包括:基座(1)、设置在所述基座(1)顶部一端的固定侧成型块(2)以及滑动连接在所述基座(1)的滑道(11)上的移动侧成型块(3);所述固定侧成型块(2)靠近所述移动侧成型块(3)的端面竖向开设有用于设置异型零件的v型槽(21),所述移动侧成型块(3)靠近所述固定侧成型块(2)的端面竖向设置有半圆形凸台(31)。
2.根据权利要求1所述的v型平口钳,其特征在于,所述移动侧成型块(3)的末端设有移动侧成型安装块(4),所述移动侧成型块(3)与所述移动侧成型安装块(4)之间通过螺栓固定。
3.根据权利要求2所述的v型平口钳,其特征在于,所述移动侧成型安装块(4)的末端设置有固定块(5),所述固定块(5)分别通过螺钉和销钉固定在所述基座(1)的顶端部。
4.根据权利要求3所述的v型平口钳,其特征在于,所述移动侧成型安装块(4)的末端开设有安装凹槽(41),所述安装凹槽(41)内连接有夹具把手(6)。
5.根据权利要求4所述的v型平口钳,其特征在于,所述固定块(5)内开设有连接孔(51),所述夹具把手(6)的螺杆穿过所述连接孔(51)。
6.根据权利要求4所述的v型平口钳,其特征在于,所述夹具把手(6)的尾部为圆柱体。
7.根据权利要求5所述的v型平口钳,其特征在于,所述基座(1)的形状为l形结构。
技术总结
本技术公开了一种V型平口钳,涉及模具零件夹具技术领域;为了解决现有通用夹具无法满足非标或异形零件的装夹要求的问题,提出以下技术方案:其包括基座、设置在基座顶部一端的固定侧成型块以及滑动连接在基座的滑道上的移动侧成型块;固定侧成型块靠近移动侧成型块的端面竖向开设有用于设置异型零件的V型槽,移动侧成型块靠近固定侧成型块的端面竖向设置有半圆形凸台。移动侧成型块的末端设有移动侧成型安装块,移动侧成型块与移动侧成型安装块之间通过螺栓固定。本技术实现了异型零件的快速、准确找正与夹紧,提高了工作效率,降低了因定位不准确导致的加工误差。
技术研发人员:杨秀举,邓兴国
受保护的技术使用者:四川思爱科电子科技有限公司
技术研发日:20240527
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!