一种电池夹具工装装卸机构的制作方法
本技术属于电池夹具装卸,尤其涉及一种电池夹具工装装卸机构。
背景技术:
1、电池夹具工装装卸是指将电池夹具固定在工装上的操作过程。通常情况下,电池夹具工装是用来固定电池,以便进行测试、组装或其他生产工艺。
2、目前现有的新能源汽车生产加工过程中,需要用到夹具对汽车电池进行定位,电池夹具安装多采用两侧的若干螺栓进行安装固定,以达到对电池夹定的目的;且在加工完成后,需要将螺栓一个个装卸,由于夹板采用多组螺栓扭紧加固,现有的夹板在装卸时多采用人工的方式通过数显扭力扳手将螺栓一个一个的装卸,不仅繁琐,且费时费力;另外,安装过程无法保证电池在夹具内居中,两块夹板间的平行度也同样无法保证;同时夹具安装数据也无法准确的追溯到。
3、因此,亟需一种电池夹具工装装卸机构解决上述问题。
技术实现思路
1、为了克服上述现有技术中的缺陷,为此,本实用新型提供一种电池夹具工装装卸机构。本实用新型具有装卸便捷,使得夹具居中,保证平行度以及便于保存数据的优点。
2、为实现上述目的,本实用新型采用以下技术方案:
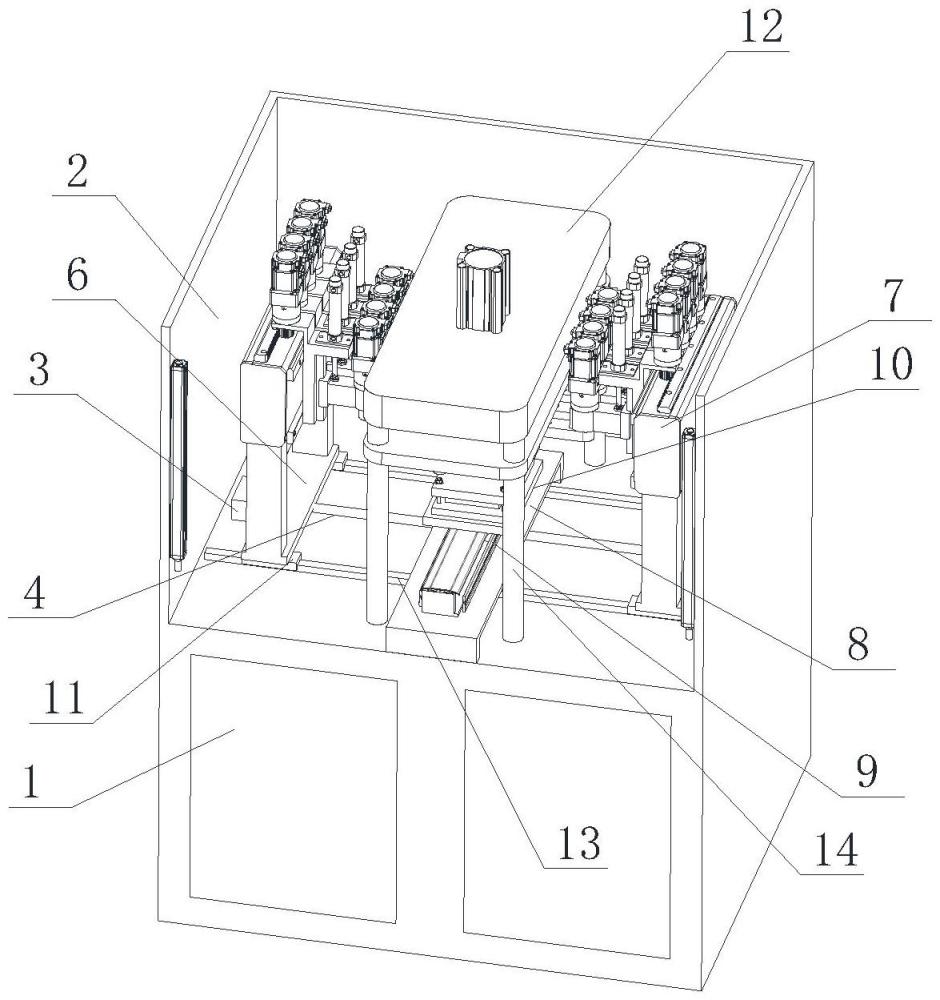
3、一种电池夹具工装装卸机构,包括机箱,机箱的操作间内设有工装放置组件、对夹具进行定位和数据监测的施压机构以及用于装卸螺栓的装卸装置;工装放置组件包括用于放置夹具的底座和对夹具内电芯进行限位的限位件;施压机构包括施压组件和安装在施压组件下方的压力传感器;装卸装置包括装卸组件和驱动装卸组件移动的移动组件。
4、优选的,移动组件包括横向移动组件和纵向移动组件,横向移动组件包括第一电机、滑移块、丝杆、若干个间隔设置的滑轨和与滑轨滑动连接的滑块,第一电机的输出端安装有丝杆,丝杆上套设有滑移块,滑移块与基板固定连接;若干个滑块均安装在基板的底部,基板上固定安装有支撑架,支撑架上安装有若干等间距滑动连接的装卸组件。
5、优选的,纵向移动组件包括安装在支撑架顶部的齿条和第四电机,第四电机通过滑动件与支撑架滑动连接,第四电机的输出端与传动齿轮传动连接,传动齿轮与齿条啮合。
6、优选的,装卸组件包括装卸件、第二气缸、移动块、第二电机和与滑动件固定连接的滑架,第二气缸安装在滑架上,第二气缸的输出端通过移动块与第二电机的固定端传动连接,第二电机的输出端与装卸件传动连接。
7、优选的,装卸件包括横向设置的侧板、第三电机和竖向设置的转轴,侧板的一端与第二电机的输出端传动连接,侧板的另一端安装有第三电机,第三电机输出端与转轴的顶部传动连接,转轴的底部设有六角槽。
8、优选的,施压组件包括第一气缸、顶板、竖向设置的支轴、滑板和压块,第一气缸、顶板、滑板和压块从上至下依次设置,顶板的通过若干支轴架设在机箱上,第一气缸固定安装在顶板上,且第一气缸的输出端贯穿顶板与滑板传动连接,压块固定安装在滑板底部的中侧,压力传感器安装在压块的底部。
9、优选的,压力传感器为薄膜压力传感器。
10、优选的,底座上设置有水平移动夹具的机械滑台,机械滑台上设有带凹槽的工装放置板,夹具置于凹槽内。
11、优选的,限位件包括位移测量传感器和设置在底座两侧的伸缩杆。
12、优选的,操作间的入口处设有光栅保护器。
13、本实用新型的优点在于:
14、(1)本实用新型通过设计多电机和多气缸的机构方式,既可以满足不同夹具尺寸位置,又可以实现多轴同时转动,还可以有效设置电机扭矩,从多方面的能力取代人工操作,大大提高了夹具安装的操作工作效率。
15、(2)本实用新型设置的压力传感器,满足了夹具压力的设置,同时也可以对压力进行设置提高安全保护;夹具安装后对夹板间隙的平行度检测更加保证了电池夹具的安装的准确性;安装检测完成后,所有安装数据均有相关数据和曲线图,做为试验数据依据,全面的提升了试验验证的可追溯性。
16、(3)本实用新型通过自动化设备开发介入对于电芯验证结果的一致性和可靠性提供了保障,避免人为和其他因素对后期试验结果产生干扰影响,对电芯性能后期的判断引入不必要的干扰。
17、(4)本实用新型在电池测试验证预处理夹具安装阶段存在行业一直困扰的技术难题,既要保证夹具安装的准确性和一致性,又要提升人员作业效率,同时还要做到安装质量的追溯性,因此需要设计一种电池夹具智能安装机。
技术特征:
1.一种电池夹具工装装卸机构,其特征在于:包括机箱(1),所述机箱(1)的操作间(2)内设有工装放置组件、对夹具进行定位和数据监测的施压机构(12)以及用于装卸螺栓的装卸装置(7);所述工装放置组件包括用于放置夹具的底座(8)和对夹具内电芯进行限位的限位件;所述施压机构(12)包括施压组件和安装在施压组件下方的压力传感器(125);所述装卸装置(7)包括装卸组件(73)和驱动装卸组件(73)移动的移动组件。
2.根据权利要求1所述的一种电池夹具工装装卸机构,其特征在于:所述移动组件包括横向移动组件和纵向移动组件,所述横向移动组件包括第一电机(3)、滑移块(5)、丝杆(4)、若干个间隔设置的滑轨(13)和与滑轨(13)滑动连接的滑块(11),所述第一电机(3)的输出端安装有丝杆(4),所述丝杆(4)上套设有滑移块(5),所述滑移块(5)与基板(6)固定连接;若干个所述滑块(11)均安装在基板(6)的底部,所述基板(6)上固定安装有支撑架(71),所述支撑架(71)上安装有若干等间距滑动连接的装卸组件(73)。
3.根据权利要求2所述的一种电池夹具工装装卸机构,其特征在于:所述纵向移动组件包括安装在支撑架(71)顶部的齿条(72)和第四电机(74),所述第四电机(74)通过滑动件与支撑架(71)滑动连接,所述第四电机(74)的输出端与传动齿轮(75)传动连接,所述传动齿轮(75)与齿条(72)啮合。
4.根据权利要求3所述的一种电池夹具工装装卸机构,其特征在于:所述装卸组件(73)包括装卸件(735)、第二气缸(732)、移动块(733)、第二电机(734)和与滑动件固定连接的滑架(731),所述第二气缸(732)安装在滑架(731)上,所述第二气缸(732)的输出端通过移动块(733)与第二电机(734)的固定端传动连接,所述第二电机(734)的输出端与装卸件(735)传动连接。
5.根据权利要求4所述的一种电池夹具工装装卸机构,其特征在于:所述装卸件(735)包括横向设置的侧板(7351)、第三电机(7352)和竖向设置的转轴(7353),所述侧板(7351)的一端与第二电机(734)的输出端传动连接,所述侧板(7351)的另一端安装有第三电机(7352),所述第三电机(7352)输出端与转轴(7353)的顶部传动连接,所述转轴(7353)的底部设有六角槽(7354)。
6.根据权利要求1所述的一种电池夹具工装装卸机构,其特征在于:所述施压组件包括第一气缸(122)、顶板(121)、竖向设置的支轴(14)、滑板(123)和压块(124),所述第一气缸(122)、顶板(121)、滑板(123)和压块(124)从上至下依次设置,所述顶板(121)的通过若干支轴(14)架设在机箱(1)上,所述第一气缸(122)固定安装在顶板(121)上,且第一气缸(122)的输出端贯穿顶板(121)与滑板(123)传动连接,所述压块(124)固定安装在滑板(123)底部的中侧,所述压力传感器(125)安装在压块(124)的底部。
7.根据权利要求6所述的一种电池夹具工装装卸机构,其特征在于:所述压力传感器(125)为薄膜压力传感器。
8.根据权利要求1所述的一种电池夹具工装装卸机构,其特征在于:所述底座(8)上设置有水平移动夹具的机械滑台(9),所述机械滑台(9)上设有带凹槽的工装放置板(10),所述夹具置于凹槽内。
9.根据权利要求1所述的一种电池夹具工装装卸机构,其特征在于:所述限位件包括位移测量传感器和设置在底座(8)两侧的伸缩杆。
10.根据权利要求1所述的一种电池夹具工装装卸机构,其特征在于:所述操作间(2)的入口处设有光栅保护器。
技术总结
本技术属于电池夹具装卸技术领域,尤其是一种电池夹具工装装卸机构。本技术包括机箱,机箱的操作间内设有工装放置组件、对夹具进行定位和数据监测的施压机构以及用于装卸螺栓的装卸装置;工装放置组件包括用于放置夹具的底座和对夹具内电芯进行限位的限位件;施压机构包括施压组件和安装在施压组件下方的压力传感器;装卸装置包括装卸组件和驱动装卸组件移动的移动组件。本技术通过设计多电机和多气缸的机构方式,既可以满足不同夹具尺寸位置,又可以实现多轴同时转动,还可以有效设置电机扭矩,从多方面的能力取代人工操作,大大提高了夹具安装的操作工作效率。
技术研发人员:薛安,沈玉涛
受保护的技术使用者:安徽国轩新能源汽车科技有限公司
技术研发日:20240531
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!