一种用于汽车保险杠的超声波冲孔焊接设备的制作方法
本技术公开了一种汽车保险杠焊接设备,属于超声波焊接设备,具体涉及一种用于汽车保险杠的超声波冲孔焊接设备。
背景技术:
1、超声波焊接设备是一种利用超声波振动将两个工件通过热成型材料在一个瞬间连接在一起的技术。这种设备通常用于塑料、金属等材料的焊接,它利用高频振动产生的热量来实现材料的熔接,具有操作简便、效率高、无需额外的加热或添加材料等优点。
2、超声波焊接设备的工作原理是通过将电能转换为高频机械振动,通常在20千赫兹以上,这种高频振动通过焊接头传递给工件的接合面,导致材料分子内部摩擦,从而产生热量并迅速熔化表面层,最终将两个工件牢固地连接在一起。
3、这种技术广泛应用于汽车工业、电子设备制造、医疗器械制造等领域,因其可以在短时间内完成高强度、密封性好的焊接,而不会对工件造成明显的热变形或损伤。
4、现有技术中超声波焊接设备也常用于汽车保险杠的冲孔,但传统的超声波焊接设备在进行冲孔时只能进行独立冲孔,当需要多个位置冲孔时,需要逐一完成,这种冲孔效率很慢、且汽车保险杠上的孔位多为对称结构,采用逐一冲孔会导致冲孔位置出现偏差,从而导致产品报废。
技术实现思路
1、实用新型目的:提供一种用于汽车保险杠的超声波冲孔焊接设备,解决上述提到的问题。
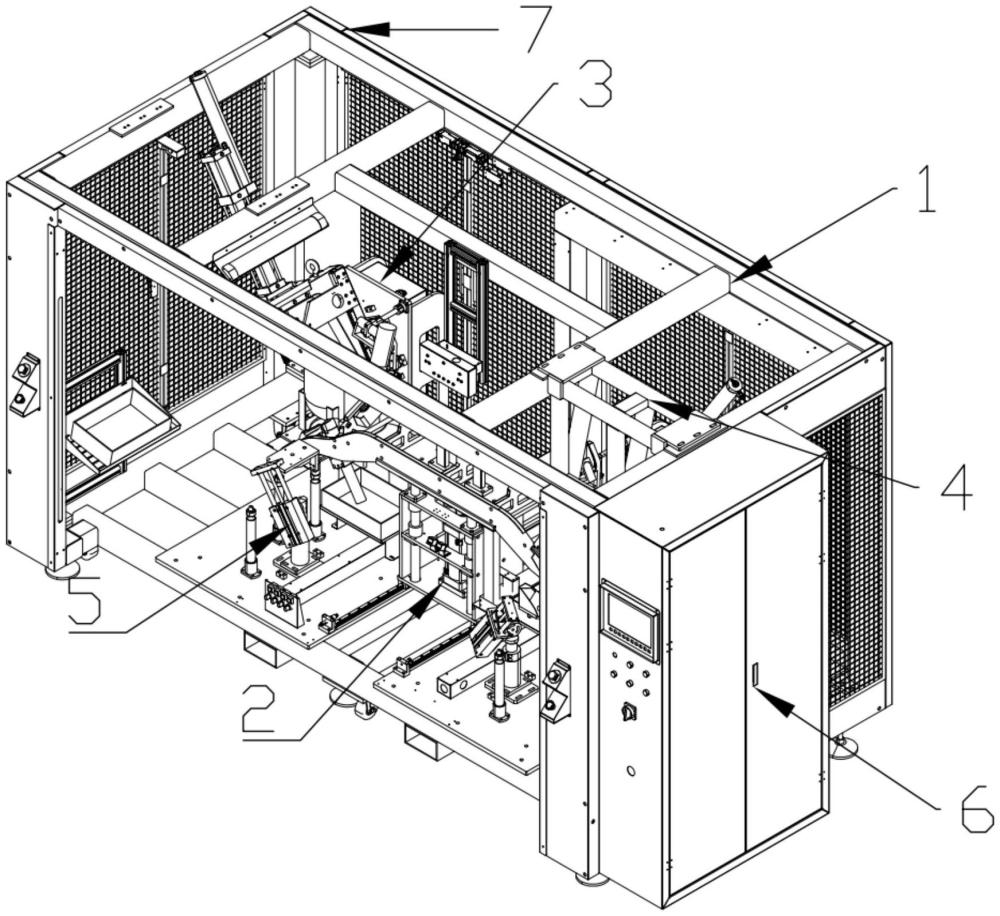
2、技术方案:一种用于汽车保险杠的超声波冲孔焊接设备,所述超声波冲孔焊接设备包括:机架、产品装夹组件、冲孔组件、粘合预压调节组件、雷达检测组件和电器控制柜;
3、在进一步的实施例中,所述产品装夹组件、所述粘合预压调节组件、所述冲孔组件和所述雷达检测组件安装于所述机架上;所述电器控制柜固定安装于所述机架的一侧、且同时与所述产品装夹组件、所述冲孔组件、所述粘合预压调节组件和所述雷达检测组件电连接以控制其工作。
4、在进一步的实施例中,所述冲孔组件通过整块组固定安装于所述机架内;所述冲孔组件包括:底座,固定安装于所述整块组上;安装架,固定安装于所述底座上;第一导轨,固定安装于所述安装架的两侧;第一滑块,滑动安装于所述第一导轨上;缸座,固定安装于所述安装架的一端;第一气缸,固定安装于所述缸座上、且伸缩杆穿过所述安装架的一端和所述缸座;安装板,固定安装于所述第一气缸的伸缩杆上、且两侧通过连接板与所述第一滑块固定连接;冲孔刀具,固定安装于所述安装板的中部;预测推料组;固定安装于所述安装板上、且位于所述冲孔刀具的周围;废料口,固定安装于所述安装架的另一端上、且与所述冲孔刀具位置对应。
5、在进一步的实施例中,所述产品装夹组件包括:第二导轨,固定安装于所述机架内底板上;第二滑块,滑动安装于所述第二导轨上;支承架,固定安装于所述第二滑块上;第二气缸,固定安装于所述机架内底板上、且伸缩杆端部通过连接块与所述支承架固定连接;直线轴承,固定安装于所述支承架上;丝杆,滑动安装于所述直线轴承内;第三气缸,固定安装于所述支承架内;支承板,固定安装于所述丝杆的顶部、且底部与所述第三气缸的伸缩杆通过连接块固定连接;产品夹具,固定安装于所述支承板上;气动预压组,设有两组、且采用对称方式固定安装于所述产品夹具上;定位杆,设有若干根、且位于所述产品夹具的两侧、且固定安装于所述机架的底板上。
6、在进一步的实施例中,所述雷达检测组件由万向调节支架和气动雷达检测器组成;所述万向调节支架固定安装于所述机架的底板上,所述气动雷达检测器安装于所述万向调节支架上。
7、在进一步的实施例中,所述机架的外侧包裹有外框钣金。
8、在进一步的实施例中,所述冲孔组件和所述雷达检测组件均设有两组;且分别以对称方式安装于所述机架上并位于所述产品装夹组件的两侧。
9、在进一步的实施例中,所述机架上设有废料盒,所述废料盒与所述废料口位置对应。
10、在进一步的实施例中,所述整块组上设有热风枪,所述热风枪通过可调节支架固定安装于所述整块组上、且枪口与冲孔位置对应。
11、有益效果:本实用新型超声波冲孔焊接设备采用对称方式布置的冲孔组件,可以实现多孔位的同时工作,从而保证对称汽车保险杠孔位的一致性,同本实用新型设置雷达检测组件可以保证孔位位置的准确性,从而大大提高产品的通过率,同时产品装夹组件可以适应不同类型的汽车保险杠,从而是一项更强,提供减小生产成本。
技术特征:
1.一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述超声波冲孔焊接设备包括:机架、产品装夹组件、冲孔组件、粘合预压调节组件、雷达检测组件和电器控制柜;
2.根据权利要求1所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述冲孔组件通过整块组固定安装于所述机架内;所述冲孔组件包括:底座,固定安装于所述整块组上;安装架,固定安装于所述底座上;第一导轨,固定安装于所述安装架的两侧;第一滑块,滑动安装于所述第一导轨上;缸座,固定安装于所述安装架的一端;第一气缸,固定安装于所述缸座上、且伸缩杆穿过所述安装架的一端和所述缸座;安装板,固定安装于所述第一气缸的伸缩杆上、且两侧通过连接板与所述第一滑块固定连接;冲孔刀具,固定安装于所述安装板的中部;预测推料组;固定安装于所述安装板上、且位于所述冲孔刀具的周围;废料口,固定安装于所述安装架的另一端上、且与所述冲孔刀具位置对应。
3.根据权利要求1所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述产品装夹组件包括:第二导轨,固定安装于所述机架内底板上;第二滑块,滑动安装于所述第二导轨上;支承架,固定安装于所述第二滑块上;第二气缸,固定安装于所述机架内底板上、且伸缩杆端部通过连接块与所述支承架固定连接;直线轴承,固定安装于所述支承架上;丝杆,滑动安装于所述直线轴承内;第三气缸,固定安装于所述支承架内;支承板,固定安装于所述丝杆的顶部、且底部与所述第三气缸的伸缩杆通过连接块固定连接;产品夹具,固定安装于所述支承板上;气动预压组,设有两组、且采用对称方式固定安装于所述产品夹具上;定位杆,设有若干根、且位于所述产品夹具的两侧、且固定安装于所述机架的底板上。
4.根据权利要求1所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述雷达检测组件由万向调节支架和气动雷达检测器组成;所述万向调节支架固定安装于所述机架的底板上,所述气动雷达检测器安装于所述万向调节支架上。
5.根据权利要求1所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述机架的外侧包裹有外框钣金。
6.根据权利要求1所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述冲孔组件和所述雷达检测组件均设有两组;且分别以对称方式安装于所述机架上并位于所述产品装夹组件的两侧。
7.根据权利要求2所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述机架上设有废料盒,所述废料盒与所述废料口位置对应。
8.根据权利要求2所述一种用于汽车保险杠的超声波冲孔焊接设备,其特征在于,所述整块组上设有热风枪,所述热风枪通过可调节支架固定安装于所述整块组上、且枪口与冲孔位置对应。
技术总结
本技术公开了一种汽车保险杠焊接设备,属于超声波焊接设备技术领域,具体涉及一种用于汽车保险杠的超声波冲孔焊接设备,包括:机架、产品装夹组件、冲孔组件、粘合预压调节组件、雷达检测组件和电器控制柜;所述电器控制柜固定安装于所述机架的一侧、且同时与所述产品装夹组件、所述冲孔组件、所述粘合预压调节组件和所述雷达检测组件电连接以控制其工作,本技术采用对称方式布置的冲孔组件,可以实现多孔位的同时工作,从而保证对称汽车保险杠孔位的一致性,同本技术设置雷达检测组件可以保证孔位位置的准确性,从而大大提高产品的通过率,同时产品装夹组件可以适应不同类型的汽车保险杠,从而是一项更强,提供减小生产成本。
技术研发人员:李振旭,范海友
受保护的技术使用者:无锡德众超声技术有限公司
技术研发日:20240628
技术公布日:2025/3/31
- 还没有人留言评论。精彩留言会获得点赞!