用于气溶胶灭火的药柱结构及其制备方法与流程
本发明涉及一种药柱结构,尤其是涉及一种用于气溶胶灭火的药柱结构,属于消防灭火器材设计制造。本发明还涉及一种制备所述用于气溶胶灭火的药柱结构的工艺方法。
背景技术:
1、气溶胶类灭火产品在使用气溶胶灭火药柱时,通常需要对药柱进行包覆来保证药柱的稳定燃烧,以得到稳定的燃烧速度,反映在气溶胶灭火产品整体上就是其有稳定的喷射速度和较长的喷射时间。
2、一般采用的包覆工艺为硅橡胶包覆工艺。该工艺需要在包覆前调配硅橡胶,典型的硅橡胶配方由液体硅橡胶、交联剂、固化剂、三氧化二铁等组分组成,以上组分按一定比例混合调配后方可用于气溶胶灭火药柱包覆。为保证包覆层厚度均匀,通常会在药柱端面压出定位孔,然后在包覆时将定位底模插入定位孔中,将药柱固定在定位底模上,再按定位底模朝下将药柱和底模整体放入尺寸合适的圆筒中,如纸筒。最后将调配好的硅橡胶倒入圆筒中,让硅橡胶填满圆筒与药柱之间的间隙并超出药柱端面一定高度,保持竖直状态烘干1-2天,待硅橡胶交联固化后取出底模即完成包覆。
3、这种包覆方式工艺复杂,用时较长,尤其烘干用时1-2天,效率较低,会导致整体生产周期过长。
技术实现思路
1、本发明所要解决的技术问题是:提供一种生产效率高,能显著减少包覆生产工艺时长的用于气溶胶灭火的药柱结构,以及制备所述用于气溶胶灭火的药柱结构的工艺方法。
2、为解决上述技术问题所采用的技术方案是:一种用于气溶胶灭火的药柱结构,包括药柱本体,所述的药柱结构还包括燃速控制组件,药柱本体包覆在燃速控制组件内;消防灭火过程中,药柱本体的燃烧速度通过燃速控制组件控制。
3、进一步的是,燃速控制组件至少包括一层热熔在药柱本体外表面上的热熔胶层。
4、上述方案的优选方式是,在热熔胶层的外侧还包覆有一层热缩管层。
5、进一步的是,热缩管层通过热熔胶层在热能的配合下热缩在热熔胶层的外面。
6、上述方案的优选方式是,热缩管层由聚烯烃类高分子材料制成。
7、进一步的是,药柱本体为由气溶胶灭火材料制成的在其横截面内的投影呈长方形、正方形、圆形或椭圆形的药柱体。
8、制备所述用于气溶胶灭火的药柱结构的工艺方法,所述的工艺方法先选择几何形状与需要包覆的药柱本体相适应的聚烯烃类高分子热缩管,然后再在该聚烯烃类高分子热缩管内附着一层规定厚度的热熔胶,接着将热熔胶通过热缩管套接到药柱本体上,最后通过热风加热热熔胶和聚烯烃类高分子热缩管,并使热熔胶熔化在聚烯烃类高分子热缩管收缩的配合下包覆到药柱本体上冷却至室温度获得药柱结构。
9、上述方案的优选方式是,加热热熔胶和聚烯烃类高分子热缩管的热风的温度控制在120℃范围内。
10、进一步的是,热风通过热风枪或热收缩包装机提供。
11、本发明的有益效果是:本申请提供的技术方案以现有的药柱本体为基础材料,通过增加设置燃速控制组件,并将现有的药柱本体直接包覆在燃速控制组件内,这样,在制备本申请的药柱结构时,便可以先选择几何形状与需要包覆的药柱本体相适应的聚烯烃类高分子热缩管,然后再在该热缩管内附着一层规定厚度的热熔胶,接着将热熔胶通过热缩管套接到药柱本体上,最后通过热风加热热熔胶和热缩管,并使热熔胶熔化在热缩管收缩的配合下包覆到药柱本体上冷却至室温度获得药柱结构。改变了现有技术中制造药柱结构时需要先在药柱本体端面压出定位孔,然后再选择合适的圆筒将药柱本体通过定位孔固定到圆筒中,接着向药柱本体与圆筒内侧壁之间的间倒入调配好的包覆层浆料并烘干1-2天的低效率制作方式,而采用本申请上述结构的药柱结构并配合使用本申请提供的制备方法,可以先制备内侧壁附着有热熔胶的热缩管,然后将药柱本体、热缩管通过直接加热的方式熔化热熔胶并收缩热缩管完成包覆燃速控制组件的工作,包覆完成即制造完成,完全不再需要进行烘干,可以有效的提高生产效率,能显著减少包覆生产工艺时长。
技术特征:
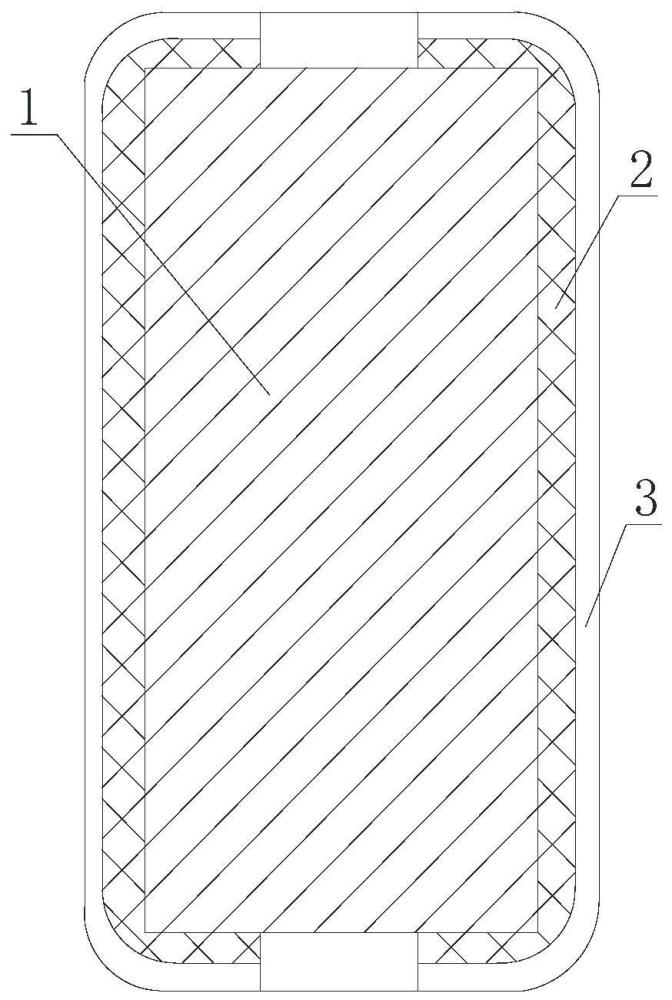
1.用于气溶胶灭火的药柱结构,包括药柱本体(1),其特征在于:所述的药柱结构还包括燃速控制组件,药柱本体(1)包覆在燃速控制组件内;消防灭火过程中,药柱本体(1)的燃烧速度通过燃速控制组件控制。
2.根据权利要求1所述的用于气溶胶灭火的药柱结构,其特征在于:燃速控制组件至少包括一层热熔在药柱本体外表面上的热熔胶层(2)。
3.根据权利要求2所述的用于气溶胶灭火的药柱结构,其特征在于:在热熔胶层(2)的外侧还包覆有一层热缩管层(3)。
4.根据权利要求3所述的用于气溶胶灭火的药柱结构,其特征在于:热缩管层(3)通过热熔胶层(2)在热能的配合下热缩在热熔胶层的外面。
5.根据权利要求3或4所述的用于气溶胶灭火的药柱结构,其特征在于:热缩管层(3)由聚烯烃类高分子材料制成。
6.根据权利要求1、2、3或4所述的用于气溶胶灭火的药柱结构,其特征在于:药柱本体(1)为由气溶胶灭火材料制成的在其横截面内的投影呈长方形、正方形、圆形或椭圆形的药柱体。
7.制备根据权利要求6所述用于气溶胶灭火的药柱结构的工艺方法,其特征在于:所述的工艺方法先选择几何形状与需要包覆的药柱本体相适应的聚烯烃类高分子热缩管,然后再在该聚烯烃类高分子热缩管内附着一层规定厚度的热熔胶,接着将热熔胶通过聚烯烃类高分子热缩管套接到药柱本体(1)上,最后通过热风加热热熔胶和聚烯烃类高分子热缩管,并使热熔胶熔化在聚烯烃类高分子热缩管收缩的配合下包覆到药柱本体上冷却至室温度获得药柱结构。
8.根据权利要求7所述的工艺方法,其特征在于:加热热熔胶和聚烯烃类高分子热缩管的热风的温度控制在120℃范围内。
9.根据权利要求8所述的工艺方法,其特征在于:热风通过热风枪或热收缩包装机提供。
技术总结
本发明公开了一种用于气溶胶灭火的药柱结构及其制备方法,属于消防灭火器材设计制造技术领域。提供一种生产效率高,能显著减少包覆生产工艺时长的用于气溶胶灭火的药柱结构及其制备方法。该药柱结构包括药柱本体,该药柱结构还包括燃速控制组件,药柱本体包覆在燃速控制组件内;消防灭火过程中,药柱本体的燃烧速度通过燃速控制组件控制。该制备方法为先选择几何形状与需要包覆的药柱本体相适应的热缩管,然后再在该热缩管内附着一层规定厚度的热熔胶,接着将热熔胶通过热缩管套接到药柱本体上,最后通过热风加热热熔胶和热缩管,并使热熔胶熔化在热缩管收缩的配合下包覆到药柱本体上冷却至室温度获得药柱结构。
技术研发人员:邹涛,朱庆,赵静,张文博
受保护的技术使用者:泸州北方化学工业有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!