双层纸盖成型工艺的制作方法
1.本发明涉及的是一种用于双层纸盖成型生产的成型工艺。
背景技术:
2.目前,一次性饮料杯的杯盖往往有阶梯设计,以设置嘴噘口,阶梯设计的杯盖如果采用塑料材质,可用热成型工艺进行方便成型,如果采用纸杯一样的纸质材质,那么杯盖就要分开上下层分别进行制作,一台纸杯盖机至少要设置两个转盘,一个转盘用于上层纸盖的成型,另一个转盘用于下层纸盖的成型,然后上下层纸盖套合在一起,就像现有技术的双层纸杯的制作工艺一样,工艺繁琐,设备结构复杂。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是在于提供一种用于双层纸盖的成型生产,工艺简单,同时使设备结构简单紧凑的双层纸盖成型工艺。
4.本发明是采取如下技术方案来完成的:双层纸盖成型工艺,所成型的双层纸盖为上下盖组合的阶梯设计,其特征在于:第一步,将下盖纸片送入双层纸盖成型机的杯模中,进行下盖需拉伸部位的拉伸成型;第二步,将上盖纸片送入杯模中,进行上盖需拉伸部位的拉伸成型,同时在杯模中,拉伸成型的上盖和下盖得到初步的结合定位;第三步,上盖、下盖可同时成型部位在杯模中进行成型;第四步,上盖、下盖在杯模中进行超声波粘合,使上下盖组合的双层纸盖初步成型;第五步,通过热吹风对杯模中的下盖进行加热;接下来进行下盖开口的处理,最后使上下盖组合的双层纸盖完全成型并将成型的双层纸盖送出杯模。
5.上述技术方案的双层纸盖成型工艺,首先进行下盖的单独拉伸成型,然后进行上盖的单独拉伸成型,在上盖拉伸成型的同时使拉伸成型的下盖和上盖得到初步的结合定位,接下来上盖、下盖组合到一起进行成型,成型后进行上盖和下盖的超声波粘合,最后再进行纸盖开口的卷边和滚压处理。由于上述的成型过程中,下盖、上盖需单独成型部位进行了单独的拉伸成型处理,而可以同时成型的部位合到了一起进行共同处理,所以可使整个成型工艺变得简单,这样一来,纸杯盖机通过一个转盘的设置即可轻松完成双层纸盖的成型生产,设备结构变得简单紧凑。
6.作文优选,下盖开口的处理包括,第六步,在杯模中,进行下盖开口周边的环槽滚压;第七步,通过热吹风对杯模中的下盖进行再次加热;第八步,在杯模中,进行下盖开口的卷边处理;第九步,在杯模中,进行下盖开口卷边的滚压处理,使上下盖组合的双层纸盖完全成型;第十步,对杯模中的双层纸盖进行冷却;第十一步,将双层纸盖送出杯模,完成双层纸盖的生产。
附图说明
7.本发明有如下附图:
图1为本发明所采用的双层纸盖成型机的立体结构图,图2为图1的顶部方向视图,图3为第一工位双层纸盖成型模具的结构图,图4为第二工位双层纸盖成型模具的结构图,图5为第三工位双层纸盖成型模具的结构图,图6为第四工位双层纸盖成型模具的结构图,图7为第五工位双层纸盖成型模具的结构图,图8为第六工位双层纸盖成型模具的结构图,图9为第七工位双层纸盖成型模具的结构图,图10为第八工位双层纸盖成型模具的结构图,图11为第九工位双层纸盖成型模具的结构图,图12为本发明的双层纸盖的成型工艺图。
具体实施方式
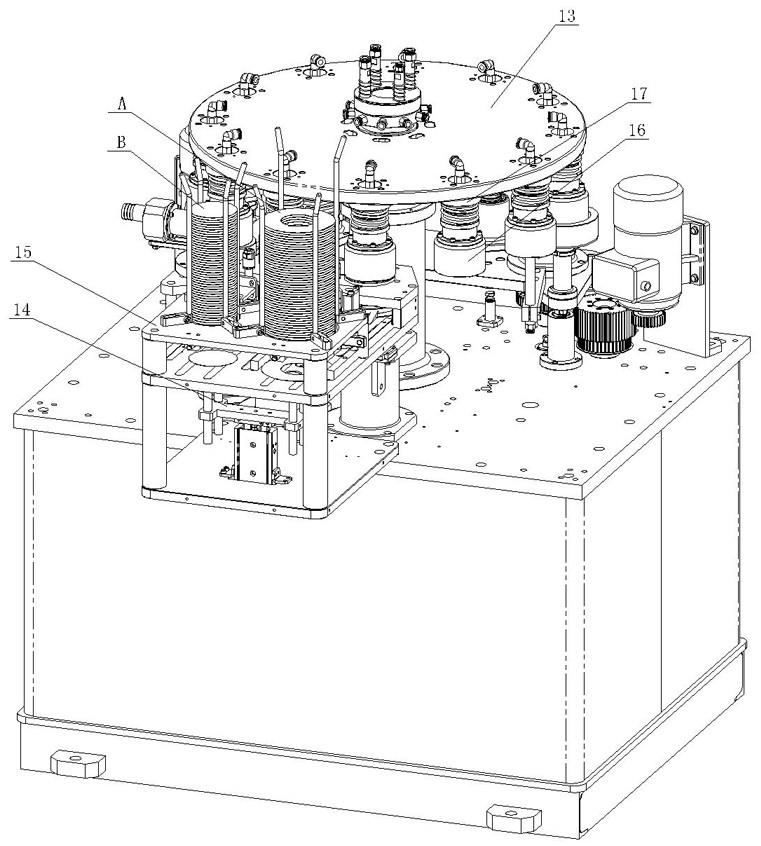
8.如图1
‑
12所示,实施本发明的双层纸盖成型工艺的双层纸盖成型机,包括工作时作分度转动的转盘13,转盘13的外圆周沿转盘工作时的转动方向设有十二个工位,依次为用于下盖a成型的第一工位1、用于上盖b成型同时进行上下盖套合的第二工位2、用于上盖和下盖端面压痕的第三工位3、用于上下盖超声波粘合的第四工位4、用于下盖预热的第五工位5、用于下盖环槽滚压的第六工位6、用于下盖加热的第七工位7、用于下盖卷边的第八工位8、用于下盖滚压的第九工位9、用于双层纸盖冷却的第十工位10、用于双层纸盖出盖的第十一工位11和用于轮空的第十二工位12,所述转盘13在每个工位安装设有上杯模,上杯模由杯模外套16和设于杯模外套内孔的型模19组成,型模19的下表面与杯模外套16的内孔之间围出上盖和下盖成型的共用模腔,型模19通过法兰套筒17固定于转盘13上,杯模外套16可上下弹性设置,杯模外套16的上方设有压缩弹簧18。第一工位1、第二工位2对应设有上下盖送入装置14,上下盖送入装置14包括堆叠平台15,堆叠平台15用于下盖a和上盖b的堆叠存放,堆叠平台15的底部设有下盖吸嘴和上盖吸嘴,下盖吸嘴、上盖吸嘴作同步的前后和上下动作,下盖吸嘴动作时将堆叠平台上最底部的下盖送至第一工位的上杯模底部,上盖吸嘴动作时将堆叠平台上最底部的上盖送至第二工位的上杯模底部。第一工位1在上杯模的下方设有下盖拉伸模20,下盖拉伸模20作上下活动设置,下盖拉伸模20的模头形状与所述共用模腔的下盖部分相匹配。工作时当下盖拉伸膜上移到位后,与上杯模合在一起进行下盖的成型,成型的下盖如图3和图12所示。第二工位2在上杯模的下方设有上盖拉伸模21,上盖拉伸模21作上下活动设置,上盖拉伸模21的模头形状与所述共用模腔的上盖部分相匹配。工作时当上盖拉伸膜上移到位后,与上杯模合在一起进行上盖的成型,同时上盖、下盖进行套合,成型的上盖和套合的上下盖如图4和图12所示。第三工位3在上杯模的下方设有压痕成型模24,压痕成型模24作上下活动设置,压痕成型模24的模头形状与所述共用模腔的压痕槽相匹配,其中压痕槽22用于上盖b,压痕槽23用于下盖a。工作时当压痕成型模上移到位后,与上杯模合在一起进行上盖和下盖的共同压痕成型,压痕成型的上盖、下盖如图5和图12所示。第四工位4在上杯模的下方设有超声波模头25,超声波模头25作上下活动设置。工作时当超声波模头上移到位后,与上杯模合在一起进行上盖、下盖的超声波粘合,超
声波粘合的上盖、下盖如图6和图12所示。第五工位5在上杯模的下方设有热风头26,热风头26作上下活动设置,用于下盖的预热,见图7;第六工位6在上杯模的下方设有滚压轮27,用于下盖环槽的滚压,见图8;第七工位7在上杯模的下方设有热风头28,热风头28作上下活动设置,用于下盖的加热,见图9;第八工位8在上杯模的下方设有卷边模29,用于下盖的卷边,见图10;第九工位9在上杯模的下方设有滚压轮30,用于下盖的滚压,见图11。上述的双层纸盖成型机,双层纸盖的成型生产通过一个转盘的设置就能实现,安装于转盘上的上杯模具有上盖和下盖成型的共用模腔,工作时,下盖、上盖在第一、第二工位同步进行送入,首先下层纸盖必须单独成型的部位在第一工位进行成型,然后上层纸盖必须单独成型的部位在第二工位进行成型,同时在第二工位上下层纸盖进行初步结合,接下来,上下层纸盖可以共同成型的部位在后续工位成型并实现上下层纸盖的超声波粘合,进而来完成双层纸盖的成型生产,设备结构简单紧凑。
9.本发明的双层纸盖成型工艺,所成型的双层纸盖为上下盖组合的阶梯设计,成型工艺步骤为:第一步,见图3,将下盖纸片送入双层纸盖成型机的杯模中,进行下盖需拉伸部位的拉伸成型;第二步,见图4,将上盖纸片送入杯模中,进行上盖需拉伸部位的拉伸成型,同时在杯模中,拉伸成型的上盖和下盖得到初步的结合定位;第三步,见图5,上盖、下盖可同时成型部位在杯模中进行成型;第四步,见图6,上盖、下盖在杯模中进行超声波粘合,使上下盖组合的双层纸盖初步成型;第五步,见图7,通过热吹风对杯模中的下盖进行加热;第六步,见图8,在杯模中,进行下盖开口周边的环槽滚压;第七步,见图9,通过热吹风对杯模中的下盖进行再次加热;第八步,见图10,在杯模中,进行下盖开口的卷边处理;第九步,见图11,在杯模中,进行下盖开口卷边的滚压处理,使上下盖组合的双层纸盖完全成型;第十步,对杯模中的双层纸盖进行冷却;第十一步,将双层纸盖送出杯模,完成双层纸盖的生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1