纸板压线生产加工系统的制作方法
1.本实用新型涉及纸箱生产加工技术领域,具体为一种纸板压线生产加工系统。
背景技术:
2.随着社会的快速发展,人们的生活水平也在逐步提高,而纸箱作为人们生活中极为普遍的日用品,其生产加工的流程也在不断地进行改进。在现在惯用的纸箱中,瓦楞纸是最常用的纸箱材料,其具有质量轻、价格便宜、不易弯曲变形和可回收再利用等特点,非常便于人们的使用。但现有的纸板压线机构中,压线模具上各线条的距离是固定的,当需要压出间隔大于碰线模具间弧长的两条线时就会难以实现,所以现在急需一种能够在压线时智能调控两线间隔的纸板压线系统。
技术实现要素:
3.本实用新型所解决的技术问题在于提供一种能够在压线时智能调控两线间隔的纸板压线系统。
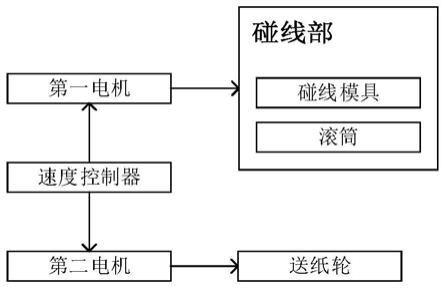
4.本实用新型提供的基础方案:纸板压线生产加工系统,包括第一电机、速度控制器和压线部,所述速度控制器与第一电机电连接,所述压线部包括滚筒和碰线模具,所述碰线模具与第一电机的输出轴传动连接,所述滚筒设置于碰线模具的正下方,所述速度控制器通过发送信号控制第一电机的转速。
5.本实用新型的原理及优点在于:本方案中,速度控制器发送信号控制第一电机的转速,以此来间接控制碰线模具的转速,模具本身转速改变时,转速加快,模具与纸板接触时间变短,压出的线间距也变短;转速减慢,则模具与纸板接触时间变长,压出的线间距也变长;从而实现了对压线时两线间隔的调控。
6.进一步,所述碰线模具为圆柱状,轴心到柱面各个点的距离都一致,便于控制压线长度。
7.进一步,所述碰线模具的柱面上设有两条沿轴心方向对称的凸出线条。
8.进一步,所述凸出线条沿柱面的周向延伸。
9.进一步,所述碰线模具的柱面上设有若干个图案。
10.进一步,还包括送纸部,所述送纸部包括送纸轮和第二电机,所述第二电机与速度控制器电连接,所述送纸轮与第二电机的输出轴传动连接,所述速度控制器还用于发送信号控制第二电机的转速。
11.进一步,所述送纸轮周向均布有吸气孔道,通过吸气孔道提高对纸板的吸附力,避免纸板被碰线模具带动的情况。
附图说明
12.图1为本实用新型纸板压线生产加工系统实施例一的逻辑框图。
具体实施方式
13.下面通过具体实施方式进一步详细说明:
14.具体实施过程如下:
15.实施例一
16.实施例一基本如附图1所示,一种纸板压线生产加工系统,包括第一电机、速度控制器、压线部和送纸部;所述送纸部包括送纸轮和第二电机,所述速度控制器与第一电机、第二电机均电连接。
17.本实施例中,所述速度控制器采用jd6a系列电磁调速电动机控制装置,工作人员通过速度控制器设置电机转速,速度控制器发送转速信号控制第一电机和第二电机的转速;其中,第一电机和第二电机均采用交流伺服电机。
18.所述压线部包括滚筒和碰线模具,所述碰线模具呈圆柱体状。本实施例中的碰线模具与第一电机的输出轴传动连接,所述滚筒设置于碰线模具下方,所述碰线模具的柱面上设有两条沿柱面周向延伸的凸出线条,两条凸出线条沿碰线模具的轴心方向对称。所述送纸部包括送纸轮和第二电机,所述送纸轮包括上送纸轮和下送纸轮,所述上送纸轮和下送纸轮均与第二电机的输出轴传动连接。
19.所述纸板压线生产加工系统运作时,工作人员在速度控制器中设置第二电机的转速为匀速,第一电机按照线条需求进行变速转动;具体的,送纸部的上送纸轮和下送纸轮夹住纸板匀速进入压线部,纸板按照一定的周期性进入压线部,即前一张纸板与后一张纸板的进入周期固定,在一个周期内仅有一张纸板进入压线部,且碰线模具仅转动一圈。碰线模具上设有上述两条凸出线条,由于纸板和碰线模具都在移动,那么当工作人员需要压出的线型与模具一致时,碰线模具接触到纸板到离开纸板前的线速度都与纸板的移动速度一致。
20.由于碰线模具两凸出线条之间的距离固定,纸板匀速前进,所以当需要压出间隔大于两凸出线条间弧长的两条线时,那么就需要在第一条线压完时,第一电机降速,从而使得两条压出的线条之间的距离变长,反之需要两条线条之间的距离变短时,则需要第一电机增速,由此实现在压线时智能调控压出的两线条的间隔。
21.实施例二
22.实施例二与实施例一的区别仅在于,实施例二中的送纸轮周向均布有吸气孔道,通过吸气孔道的负压作用,提高送纸轮与纸板间的吸附力,避免纸板被压线模具带动的情况,使得压线更为精准。
23.以上的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前实用新型所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.纸板压线生产加工系统,其特征在于:包括第一电机、速度控制器和压线部,所述速度控制器与第一电机电连接,所述压线部包括滚筒和碰线模具,所述碰线模具与第一电机的输出轴传动连接,所述滚筒设置于碰线模具的正下方,所述速度控制器通过发送信号控制第一电机的转速。2.根据权利要求1所述的纸板压线生产加工系统,其特征在于:所述碰线模具为圆柱状。3.根据权利要求2所述的纸板压线生产加工系统,其特征在于:所述碰线模具的柱面上设有两条沿轴心方向对称的凸出线条。4.根据权利要求3所述的纸板压线生产加工系统,其特征在于:所述凸出线条沿柱面的周向延伸。5.根据权利要求2所述的纸板压线生产加工系统,其特征在于:所述碰线模具的柱面上设有若干个图案。6.根据权利要求1所述的纸板压线生产加工系统,其特征在于:还包括送纸部,所述送纸部包括送纸轮和第二电机,所述第二电机与速度控制器电连接,所述送纸轮与第二电机的输出轴传动连接,所述速度控制器还用于发送信号控制第二电机的转速。7.根据权利要求6所述的纸板压线生产加工系统,其特征在于:所述送纸轮周向均布有吸气孔道。
技术总结
本实用新型涉及纸箱生产加工技术领域,具体为一种纸板压线生产加工系统,包括第一电机、速度控制器和压线部,所述速度控制器与第一电机电连接,所述压线部包括滚筒和碰线模具,所述碰线模具与第一电机的输出轴传动连接,所述滚筒设置于碰线模具的正下方,所述速度控制器通过发送信号控制第一电机的转速;本方案中,速度控制器发送信号控制第一电机的转速,以此来间接控制碰线模具的转速,模具本身转速改变时,转速加快,模具与纸板接触时间变短,压出的线间距也变短;转速减慢,则模具与纸板接触时间变长,压出的线间距也变长;从而实现了对压线时两线间隔的调控。现了对压线时两线间隔的调控。现了对压线时两线间隔的调控。
技术研发人员:王雄
受保护的技术使用者:重庆安卡自动化工程有限公司
技术研发日:2021.09.30
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1