干法纺丝制备UHMWPE纤维的方法和装置与流程
本发明涉及干法纺丝,具体涉及一种干法纺丝制备uhmwpe纤维的方法和装置。
背景技术:
1、国际上超高分子量聚乙烯纤维形成两大品牌:(荷兰dsm公司)和(美国honeywell公司),相应代表了两条不同的生产工艺技术路线:以为代表的干法路线,采用高挥发性十氢萘溶剂制备超高分子量聚乙烯纺丝原液,纺丝原液自喷丝孔挤出后使十氢萘气化逸出,得到干态凝胶原丝,再经高倍拉伸得高强高模聚乙烯纤维,简称干法路线。以为代表的湿法路线,采用低挥发性溶剂(矿物油、白油等)制备超高分子量聚乙烯纺丝原液,纺丝原液自喷丝板挤出后进入水浴(或水与乙二醇等的混合浴)凝固得到含低挥发性溶剂的湿态凝胶原丝。将该湿态凝胶原丝用高挥发性的萃取剂、连续萃取装置进行多级萃取,置换出低挥发性溶剂得到凝胶原丝(萃取剂、溶剂和水等的混合物收集后送至精馏装置分离回收),凝胶原丝中的萃取剂经连续多级干燥,充分气化逸出,得到干态凝胶原丝,再经过高倍拉伸得高强高模聚乙烯纤维,简称湿法路线。
2、国内高性能聚乙烯纤维产业近二十来年发展速度较快,形成了以东华大学开发的湿法技术路线和中纺院与南化院共同开发的干法技术路线。其中湿法技术较早实现产业化,在国内已建成投产的有北京同益、湖南中泰、浙江大成、山东爱地、北京威亚等十几家企业。干法技术路线相对较晚,2008年,仪征化纤(利用与南化院合作的本项目第一代产品技术)为国内首条300t/a高性能聚乙烯纤维工业化装置建成投产,目前为3300吨产能,也是国内唯一一家干法纺丝制备超高分子量聚乙烯纤维的企业。
3、在干法纺丝扩大试验和工业化装置具体实施中,配置好的且完成预先溶胀的凝胶原料液从喷丝板出口到导丝辊的全过程为纤维的喷头拉伸,也是干法纺丝最为核心的工艺,其过程中丝束的成型好坏直接决定了后纺的牵伸工艺和纤维的产品性能指标;首先原料液通过喷丝板挤出后,原料液中的挥发性溶剂十氢萘在高温中气化与喷丝板下方的侧吹风、甬道风进行热交换,被侧吹风和甬道风带入回收系统,从而达到脱除溶剂形成冻胶原丝的目的。丝束在4-8米的甬道中拉伸,即使在甬道内设置了风温风速的调节,丝束也不可避免的受到甬道风的扰动,影响到纤维成型的均一性等物理性能指标。
4、本发明提供了用于提高干法纺丝制备uhmwpe纤维性能的方法和设备,在现有纺丝技术基础上大大降低干法纺丝过程中甬道风对成品纤维的条干不匀率的影响,有效提高干法纺丝制备的uhmwpe纤维纤度均一性。
技术实现思路
1、本发明的目的是为了克服现有技术存在的干法纺丝纤维成型的均一性问题,提供一种干法纺丝制备uhmwpe纤维的方法和装置。
2、为了实现上述目的,本发明第一方面提供一种干法纺丝制备uhmwpe纤维的方法,所述方法包括:将uhmwpe凝胶进行喷丝处理后,得到若干丝束,将所述丝束送入外圈呈环形的甬道中,进行拉伸处理,在所述甬道的内圈中心风管中设置有若干送风口,所述内圈中心风管的管壁上设置狭缝;
3、在所述拉伸处理的同时,来自所述送风口的风经狭缝吹向所述甬道对所述丝束进行送风处理,将所述拉伸处理后的丝束进行集束处理、牵伸处理、定型处理和卷绕处理,得到uhmwpe纤维原丝,将所述纤维原丝进行后纺处理,得到uhmwpe纤维。
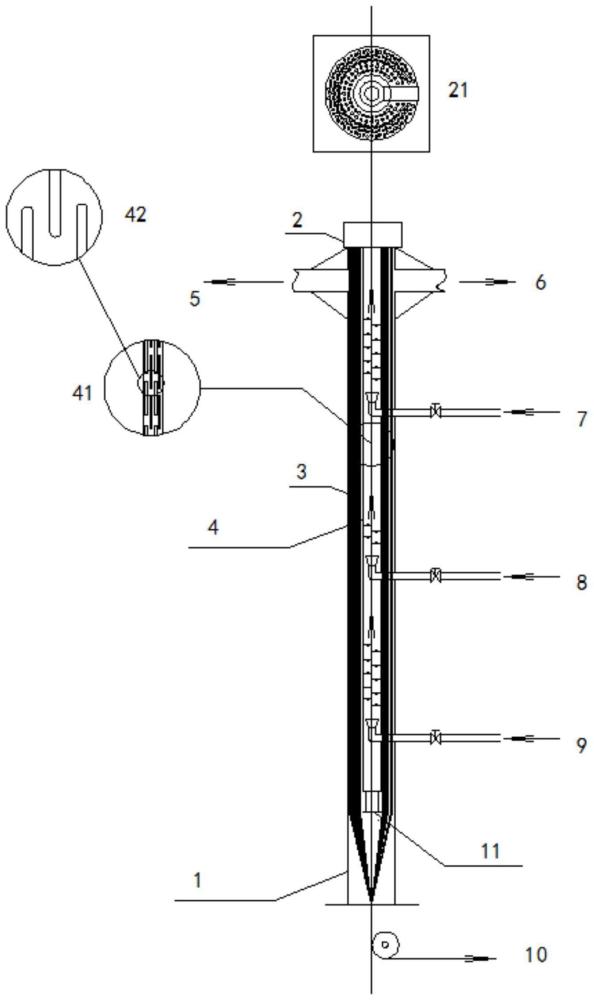
4、本发明第二方面提供一种干法纺丝制备uhmwpe纤维的装置,所述装置包括甬道,所述甬道上部设置有喷丝板,用于对uhmwpe凝胶进行喷丝处理,得到若干丝束;
5、所述甬道包括外圈环形甬道和内圈中心风管,所述内圈中心风管的管壁上设置有若干狭缝使所述内圈中心风管和所述外圈环形甬道相连通,所述外圈环形甬道用于对所述丝束进行拉伸处理;
6、沿远离所述喷丝板的方向上,所述甬道上依次设置有第一甬道出风口、第二甬道出风口、第一送风管、第二送风管和第三送风管;
7、所述第一甬道出风口和所述第二甬道出风口相对设置,分别与所述甬道相连通;
8、所述第一送风管、第二送风管和第三送风管穿过所述外圈环形甬道进入所述内圈中心风管,所述第一送风管、第二送风管和第三送风管送出的风通过所述内圈中心风管管壁的狭缝吹向所述外圈环形甬道对所述丝束进行送风处理,并通过所述第一甬道出风口和第二甬道出风口排风;
9、所述甬道的下部间隔设置有导丝辊,所述甬道的中心轴线和所述导丝辊的外圈相切,所述导丝辊用于将所述拉伸处理后的丝束进行集束处理。
10、通过上述技术方案,本发明提供的干法纺丝制备uhmwpe纤维的方法和装置具有以下有益效果:
11、采用本发明提供的方法能够减少干法纺丝过程中甬道风对丝束的扰动,降低对成品纤维的条干不匀率以及拉伸处理过程的纤维断头的影响,有效提高干法纺丝制备的uhmwpe纤维纤度均一性,同时,进一步降低纤维原丝的湿含量,提高纤维成品的力学性能。
技术特征:
1.一种干法纺丝制备uhmwpe纤维的方法,其特征在于,所述方法包括:将uhmwpe凝胶进行喷丝处理后,得到若干丝束,将所述丝束送入外圈呈环形的甬道中,进行拉伸处理,在所述甬道的内圈中心风管中设置有若干送风口,所述内圈中心风管的管壁上设置狭缝;
2.根据权利要求1所述的方法,其中,所述喷丝处理的凝胶挤出速率为2-10m/min,优选为3-6m/min。
3.根据权利要求1或2所述的方法,其中,沿纤维拉伸方向上,在所述内圈中心风管中依次设置有第一送风口、第二送风口和第三送风口。
4.根据权利要求3所述的方法,其中,所述第一送风口的送风温度为10-160℃,优选为90-130℃。
5.根据权利要求3或4所述的方法,其中,所述第二送风口的送风温度为10-160℃,优选为50-90℃。
6.根据权利要求3-5中任意一项所述的方法,其中,所述第三送风口的送风温度为10-160℃,优选为10-50℃。
7.根据权利要求3-6中任意一项所述的方法,其中,所述第一送风口、第二送风口、第三送风口的送风压力各自独立地为10-400kpag,优选为100-200kpag。
8.一种干法纺丝制备uhmwpe纤维的装置,其特征在于,所述装置包括甬道,所述甬道上部设置有喷丝板,用于对uhmwpe凝胶进行喷丝处理,得到若干丝束;
9.根据权利要求8所述的装置,其中,所述喷丝板的可开孔部位为有缺口的环形,所述喷丝板的可开孔部位与所述外圈环形甬道对应设置;
10.根据权利要求8或9所述的装置,其中,所述狭缝为圆角矩形,所述狭缝的总高和所述内圈中心风管横截面的直径之比为1:1.25-1.3;
技术总结
本发明涉及干法纺丝技术领域,具体涉及一种干法纺丝制备UHMWPE纤维的方法和装置,所述方法包括:将UHMWPE凝胶进行喷丝处理后,得到若干丝束,将丝束送入外圈呈环形的甬道中,进行拉伸处理,在甬道的内圈中心风管中设置有若干送风口,内圈中心风管的管壁上设置狭缝;在拉伸处理的同时,来自送风口的风经狭缝吹向甬道对丝束进行送风处理,将拉伸处理后的丝束进行集束处理、牵伸处理、定型处理和卷绕处理,得到UHMWPE纤维原丝,将纤维原丝进行后纺处理,得到UHMWPE纤维。采用本发明提供的方法能够大大降低干法纺丝过程中甬道风对成品纤维的条干不匀率的影响,有效提高干法纺丝制备的UHMWPE纤维的纤度均一性。
技术研发人员:苏豪,孔凡敏,马敏,吴小莲,徐莉,俞健健,赵运生
受保护的技术使用者:中国石油化工股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!