一种双金属丝被裹缠式温敏变色弹性包覆纱及其加工方法
1.本发明涉及包缠复合纱线技术领域,特别是涉及一种双金属丝被裹缠式温敏变色弹性包覆纱及其加工方法。
背景技术:
2.近年来,随着科技的进步和人们生活水平的不断提高,消费者对服装功能性和舒适性的要求越来越高。弹性纱线以其优良的高回弹性,在服装面料高保形性、结构稳定性等方面具有优势,并逐渐在运动休闲紧身服装、医用组织工程、智能可穿戴等诸多领域具有广泛应用。
3.温敏变色纤维材料是指在施加一定外加电压的条件下,纤维材料能够可逆性改变颜色,呈现出一种可调节的视觉变化效果。当前,温敏变色纤维材料的制备方法主要分为两大类:其一,将温敏变色剂填充到纤维内部,然后通过纺丝工序制备而得;其二,将含温敏变色微胶囊的聚合物溶液涂覆在纤维表面,经热处理使溶液成凝胶状来获得可逆的温敏变色功效。作为生产服装基本材料的包覆纱,通常是由纱线制成织物后再进行染色整理,日常使用过程中经过多次洗涤、摩擦后难免造成色牢度的降低,且不可恢复。
技术实现要素:
4.本发明的目的是提供一种双金属丝被裹缠式温敏变色弹性包覆纱及其加工方法。
5.为实现上述目的,本发明提供了如下方案:
6.一种双金属丝被裹缠式温敏变色弹性包覆纱,包括弹力丝,所述弹力丝的两侧对称设置有两预包缠纱体,所述弹力丝以及两所述预包缠纱体的外侧绕设有第一长丝;
7.所述预包缠纱体包括金属丝,所述金属丝的外侧绕设有第二温敏变色丝,所述第一长丝与所述第二温敏变色丝的绕设方向相反。
8.优选的,所述金属丝为导电金属长丝。
9.优选的,所述弹力丝为带有弹性的长丝。
10.优选的,所述第一长丝与所述第二温敏变色丝的材质相同或者不同。
11.优选的,当所述第一长丝与所述第二温敏变色丝材质相同时,所述第一长丝与所述第二温敏变色丝均为在电热刺激下能够可逆的产生颜色改变的纤维长丝。
12.优选的,当所述第一长丝与所述第二温敏变色丝材质不同时,所述第二温敏变色丝为在电热刺激下能够可逆的产生颜色改变的纤维长丝,所述第一长丝的材质包括但不限于纯棉纱、纯亚麻纱、蚕丝纱、羊毛纱、混纺纱线、化纤长丝中的一种。
13.一种双金属丝被裹缠式温敏变色弹性包覆纱的加工方法,包括以下步骤:
14.s1、将两根金属丝、弹力丝按照金属丝、弹力丝、金属丝的顺序等间隔排列;
15.s2、将两金属丝分别喂入两第一下层空心锭中心管,将弹力丝喂入第二下层空心锭中心管,两金属丝与弹力丝同步喂入,同时在金属丝的外侧绕设第二温敏变色丝;
16.s3、将两个绕设有第二温敏变色丝的金属丝与弹力丝同步喂入上层空心锭中心
管,同时在两根金属丝以及弹力丝的外侧绕设第一长丝,形成包覆纱;
17.s4、收卷包覆纱。
18.优选的,在步骤s2中,两第一下层空心锭中心管与第二下层空心锭中心管成排分布且等间隔设置,两第一下层空心锭中心管分别位于第二下层空心锭中心管的两侧,两第一下层空心锭中心管以及第二下层空心锭中心管的顶端均设置有第一导线钩,两第一下层空心锭中心管的外侧设置有下层空心锭,第二温敏变色丝绕设在下层空心锭的外侧壁上;
19.金属丝穿出第一下层空心锭中心管的顶端后在第一导线钩处与第二温敏变色丝汇合,第二温敏变色丝随下层空心锭的转动而退绕,然后第二温敏变色丝绕设在金属丝的外侧,两根金属丝上的第二温敏变色丝的绕设方向相同。
20.优选的,在步骤s3中,第二下层空心锭中心管的正上方设置有上层空心锭中心管,上层空心锭中心管的上方设置有第二导线钩,上层空心锭中心管的外侧套设有上层空心锭,第一长丝绕设在上层空心锭的外侧壁上;
21.两个绕设有第二温敏变色丝的金属丝与弹力丝穿出上层空心锭中心管的顶端后在第二导线钩处与第一长丝汇合,第一长丝随上层空心锭的转动而退绕,然后第一长丝绕设在两根金属丝以及弹力丝的外侧。
22.优选的,在步骤s2以及步骤s3中,弹力丝始终处于张紧态。
23.本发明具有如下技术效果:
24.1、本发明仅需在空心锭包缠纺纱机上加装部分成纱组部件如弹力丝积极喂入罗拉等,即可实现具有温敏变色效应的弹性包覆纱的可控纺制,且可通过精准调控外加电压大小实现纱体颜色的可逆性转变,加工方法简单实用;
25.2、本发明的包覆纱具有优良回弹性、防切割、电磁屏蔽防护和抗静电等多重功能,适用于常用服装、工装和夜间救援等特殊场合;
26.3、纱线加工方法具有纺纱工艺独特、加工能耗低、生产便捷等优势,可工业化大规模生产。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
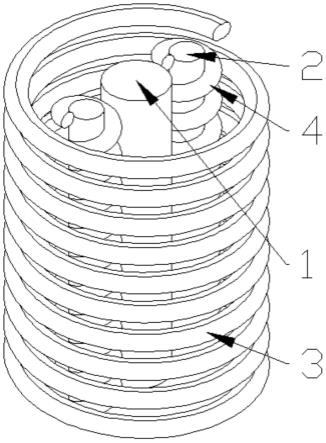
28.图1为本发明包覆纱的结构示意图;
29.图2为本发明包覆纱的内部结构示意图;
30.图3为本发明包覆纱的制作流程示意图;
31.其中,1、弹力丝;2、金属丝;3、第一长丝;4、第二温敏变色丝;5、张力控制盘;6、下层空心锭;7、第一下层空心锭中心管;8、上层空心锭;9、上层空心锭中心管;10、卷取罗拉;11、收集纱筒;12、第二下层空心锭中心管;13、第一导线钩;14、第二导线钩。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
34.参照图1-3,本发明提供一种双金属丝被裹缠式温敏变色弹性包覆纱,包括弹力丝1,弹力丝1的两侧对称设置有两预包缠纱体,弹力丝1以及两预包缠纱体的外侧绕设有第一长丝3;
35.预包缠纱体包括金属丝2,金属丝2的外侧绕设有第二温敏变色丝4,第一长丝3与第二温敏变色丝4的绕设方向相反。
36.进一步优化方案,金属丝2为导电金属长丝。金属丝2包括但不限于不锈钢丝、铜丝、银丝,镀金、镀银、镀铝的导电高聚物纤维长丝中的一种。
37.进一步优化方案,第一长丝3与第二温敏变色丝4的材质相同或者不同。
38.进一步优化方案,弹力丝1为带有弹性的长丝。弹力丝1包括但不限于氨纶、xla、莱卡中的一种。xla、莱卡以及氨纶均为现有的线材种类,此处不做赘述。
39.进一步优化方案,当第一长丝3与第二温敏变色丝4材质相同时,第一长丝3与第二温敏变色丝4均为在电热刺激下能够可逆的产生颜色改变的纤维长丝,纤维长丝优选为粘胶基温敏变色丝,粘胶基温敏变色丝为现有技术,此处不做赘述;
40.当第一长丝3与第二温敏变色丝4材质不同时,第二温敏变色丝4为在电热刺激下能够可逆的产生颜色改变的纤维长丝,第一长丝3的材质包括但不限于纯棉纱、纯亚麻纱、蚕丝纱、羊毛纱、混纺纱线、化纤长丝中的一种。
41.一种双金属丝被裹缠式温敏变色弹性包覆纱的加工方法,包括以下步骤:
42.s1、将两根金属丝2、弹力丝1按照金属丝2、弹力丝1、金属丝2的顺序等间隔排列;
43.s2、将两金属丝2分别喂入两第一下层空心锭中心管7,将弹力丝1喂入第二下层空心锭中心管12,两金属丝2与弹力丝1同步喂入,同时在金属丝2的外侧绕设第二温敏变色丝4;
44.s3、将两个绕设有第二温敏变色丝4的金属丝2与弹力丝1同步喂入上层空心锭中心管9,同时在两根金属丝2以及弹力丝1的外侧绕设第一长丝3,形成包覆纱;
45.s4、收卷包覆纱。
46.具体的,首先两根相同规格的金属丝2分别经过两张力控制盘5,然后两金属丝2分别喂入两第一下层空心锭中心管7,将弹力丝1喂入第二下层空心锭中心管12,金属丝2与弹力丝1同步喂入,金属丝2穿出第一下层空心锭中心管7的顶端后经过第一导线钩13,并在第一导线钩13处与第二温敏变色丝4汇合,此时下层空心锭6外侧壁上的第二温敏变色丝4退绕,并绕设在金属丝2的外侧,然后两绕设有第二温敏变色丝4的金属丝2与弹力丝1同步喂入上层空心锭8内,两绕设有第二温敏变色丝4的金属丝2与弹力丝1穿出上层空心锭中心管9后经过第二导线钩14,并在第二导线钩14处与第一长丝3汇合,此时上层空心锭8外侧的第一长丝3退绕,并绕设在两绕设有第二温敏变色丝4的金属丝2与弹力丝1的外侧,第一长丝3与第二温敏变色丝4的绕设方向相反,绕设完成后的成品包覆纱在卷取罗拉10的作用下绕设在收集纱筒11的外侧壁上,完成包覆纱的收取。其中,第一长丝3与第二温敏变色丝4既可
以选择相同的材质,也可以选择不同的材质。当第一长丝3与第二温敏变色丝4的材质相同时,施以较高包覆密度,成纱则具有较优的耐摩擦色牢度和稳定变色效应;当第一长丝3与第二温敏变色丝4的材质不同时,为了能够更好地突出规则的段彩变色效应,第一长丝3的包覆捻度应适度降低(即第一长丝3捻度低于第二温敏变色丝4捻度,即捻度比<1)。
47.进一步优化方案,在步骤s2中,两第一下层空心锭中心管7与第二下层空心锭中心管12成排分布且等间隔设置,两第一下层空心锭中心管7分别位于第二下层空心锭中心管12的两侧,两第一下层空心锭中心管7以及第二下层空心锭中心管12的顶端均设置有第一导线钩13,两第一下层空心锭中心管7的外侧设置有下层空心锭6,第二温敏变色丝4绕设在下层空心锭6的外侧壁上;
48.金属丝2穿出第一下层空心锭中心管7的顶端后在第一导线钩13处与第二温敏变色丝4汇合,第二温敏变色丝4随下层空心锭6的转动而退绕,然后第二温敏变色丝4绕设在金属丝2的外侧,两根金属丝2上的第二温敏变色丝4的绕设方向相同。
49.进一步优化方案,在步骤s3中,第二下层空心锭中心管12的正上方设置有上层空心锭中心管9,上层空心锭中心管9的上方设置有第二导线钩14,上层空心锭中心管9的外侧套设有上层空心锭8,第一长丝3绕设在上层空心锭8的外侧壁上;
50.两个绕设有第二温敏变色丝4的金属丝2与弹力丝1穿出上层空心锭中心管9的顶端后在第二导线钩14处与第一长丝3汇合,第一长丝3随上层空心锭8的转动而退绕,然后第一长丝3绕设在两根金属丝2以及弹力丝1的外侧。
51.进一步优化方案,在步骤s2以及步骤s3中,弹力丝1始终处于张紧态。为了实现张紧态稳定喂入,在空心锭包缠纺纱机上加装积极喂入罗拉。通过调节积极喂入罗拉的喂入速度,可实现弹力丝1高张紧态稳定喂入。弹力丝1始终处于张紧态,使得成品包覆纱在最终成型时在弹力丝1的作用下回弹,使得成品包覆纱所制得的布料具有优良的回弹性。
52.纺制双金属丝被裹缠式温敏变色弹性包覆纱纺纱工艺参数
[0053][0054]
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0055]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1