一种涤纶和丙纶复丝的生产方法及其复丝和面料
1.本发明涉及复合纤维领域,具体涉及了一种涤纶和丙纶复丝的生产方法及其复丝和面料。
背景技术:
2.消费者对于面料的功能性需求越来越个性化,尤其对运动型面料的复合功能性要求更高。在寒冷的冬天,在运动过程中除了对运动型面料要求具有保暖功能外,还要其具有更快的吸湿排汗性能;或者在身体的某些部位进行红外加热理疗时,如果有比较多的出汗,希望出汗能尽快排走而保持身体部位的干燥。
3.现有的面料常规的吸湿排汗是利用纤维的异型截面,因为异型截面具有良好的芯吸效应。运动面料很多都是由化纤长丝复丝作为原料,复丝是由很多根单丝组成,单丝细而脆弱,复丝制备成的面料如果被尖锐的事物勾住,极易出现勾丝现象。而保暖是使用面料的厚度进行堆叠,越厚的面料保暖性越好。
技术实现要素:
4.针对现有技术的不足,本发明提供一种抗勾性能强兼具吸湿排汗性能的涤纶和丙纶复丝的生产方法。
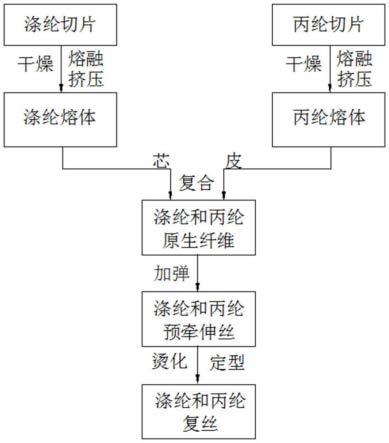
5.本发明的一种涤纶和丙纶复丝的生产方法,其包括如下步骤:s1、将涤纶切片进行真空干燥后,送入第一螺杆挤出机熔融挤压成为可纺丝的涤纶熔体,并将该涤纶熔体输入复合纺丝箱体,通过计量泵计量输入复合纺丝组件中,成为皮芯套环复丝的芯成分;s2、将丙纶切片进行真空干燥后,送入第二螺杆挤出机熔融挤压成为可纺丝的丙纶熔体,并将该丙纶熔体输入复合纺丝箱体,通过计量泵计量输入复合纺丝组件中,成为皮芯套环复丝的皮成分;s3、复合组件中丙纶熔体和涤纶熔体经过复合喷丝板组复合成涤纶和丙纶原生纤维;s4、涤纶和丙纶原生纤维经网络器的高压气体间隔喷射,将涤纶和丙纶原生纤维吹向高温辊烫化,使丙纶熔融粘结在涤纶上形成孔隙和空腔,再进行牵伸定型加工后,获得涤纶和丙纶复丝。
6.进一步,所述的步骤s2还包括涤纶切片在干燥前与涤纶远红外母粒充分混合,所述涤纶远红外母粒占涤纶的质量百分比在0.5-10%。
7.进一步,所述步骤s4还包括将涤纶和丙纶原生纤维输入加弹机加弹,得到涤纶和丙纶预牵伸丝;涤纶和丙纶预牵伸丝经网络器的高压气体间隔喷射,将涤纶和丙纶预牵伸丝吹向高温辊烫化,使丙纶熔融粘结在涤纶上形成孔隙和空腔,再进行牵伸定型加工后,获得涤纶和丙纶复丝。
8.进一步,所述步骤s1中,涤纶切片干燥温度为120-180℃,干燥时间为6-24小时,使
涤纶切片的含水率小于30ppm;所述步骤s2中,丙纶切片干燥温度小于80℃,干燥时间为2-6h。
9.进一步,所述步骤s1中,第一螺杆挤出机的熔融挤压过程设有加热区,加热区的加热温度为268-283℃;所述步骤s2中,第二螺杆挤出机的熔融挤压过程设有加热区,加热区的加热温度为210-230℃。
10.进一步,所述步骤s4中,高温辊温度165-175℃,高温辊表面线速度与加弹机的速度相同。
11.进一步,皮芯套环复丝的芯成分含量为50%-95%,皮芯套环复丝的皮成分含量为50%-5%。
12.一种涤纶和丙纶复丝,采用以上所述的一种涤纶和丙纶复丝的生产方法制成。
13.一种面料,采用以上所述的一种涤纶和丙纶复丝织造成型。
14.与现有技术相比,本发明的有益效果如下:1、采用涤纶和丙纶经网络器的高压气体间隔喷射,将涤纶和丙纶吹向高温辊烫化在涤纶和丙纶预牵伸丝之间形成孔隙和空腔,丙纶的熔点低,融化后将涤纶单丝粘连起来,单丝更不易散开,制成的面料更不易被勾丝,融化后,在单丝之间形成孔隙和空腔,造成芯吸效益,具有吸湿排汗性能;2、采用涤纶切片在干燥前与涤纶远红外母粒充分混合,涤纶的含量决定了远红外加热性能大小,涤纶含量越高面老越暖和。
附图说明
15.此处所说明的附图用来提供对本技术的进一步理解,在附图中:图1为本发明实施例流程示意图;图2为本发明实施例网络器结构示意图。
具体实施方式
16.参见图1所示,本发明的一种涤纶和丙纶复丝的生产方法,其包括如下步骤:s1、将涤纶切片进行真空干燥后,送入第一螺杆挤出机熔融挤压成为可纺丝的涤纶熔体,并将该涤纶熔体输入复合纺丝箱体,通过计量泵计量输入复合纺丝组件中,成为皮芯套环复丝的芯成分;s2、将丙纶切片进行真空干燥后,送入第二螺杆挤出机熔融挤压成为可纺丝的丙纶熔体,并将该丙纶熔体输入复合纺丝箱体,通过计量泵计量输入复合纺丝组件中,成为皮芯套环复丝的皮成分;s3、复合组件中丙纶熔体和涤纶熔体经过复合喷丝板组复合成涤纶和丙纶原生纤维;s4、涤纶和丙纶原生纤维输入加弹机加弹,所述加弹包括依次经导丝器拉伸卷绕、第一热箱加热变形、冷却板冷却、假捻器变形处理,得到涤纶和丙纶预牵伸丝3;涤纶和丙纶预牵伸丝3经网络器的高压管1的高压气体间隔喷射,将涤纶和丙纶预牵伸丝3吹向高温辊2烫化在涤纶和丙纶预牵伸丝1之间形成孔隙和空腔,再进行牵伸定型加工后,获得涤纶和丙纶复丝。高压气体喷射加高温辊烫化结合的方法,当高压气体喷射时,会将复丝吹向高温
辊,高温辊接触复丝的位置比较狭小,狭小的位置为高温烫化区,不宜过大,否则容易过度接触复丝而粘附复丝在高温辊上,引起断头和卷绕废丝问题,狭小区域不宜过小,否则不易接触到复丝而产生不了烫化。高温辊烫化复丝的单丝皮层丙纶,而降丙纶烫化融化,融化的丙纶作为黏合剂将芯层涤纶黏合在一起,此时的复丝中单丝结合的更为紧密,更不易被勾丝。
17.进一步,所述的步骤s2还包括涤纶切片在干燥前与涤纶远红外母粒充分混合,所述涤纶远红外母粒占涤纶的质量百分比在0.5-10%。
18.进一步,所述步骤s1中,涤纶切片干燥温度为120-180℃,干燥时间为6-24小时,使涤纶切片的含水率小于30ppm;所述步骤s2中,丙纶切片干燥温度小于80℃,干燥时间为2-6h。
19.进一步,所述步骤s1中,第一螺杆挤出机的熔融挤压过程设有加热区,加热区的加热温度为268-283℃;所述步骤s2中,第二螺杆挤出机的熔融挤压过程设有加热区,加热区的加热温度为210-230℃,由于两种组分的物理、化学性质有差别,为了更好融合两组分,因此加热温度不同,减少断头率,保证截面均匀稳定。
20.进一步,所述步骤s4中,高温辊温度165-175℃,高温辊表面线速度与加弹机的速度相同,所述定型温度为135-150℃,温辊过快的速度将导致长丝拉伸断裂,过慢的速度导致卷绕张力不匀,影响卷绕成型性。
21.进一步,皮芯套环复丝的芯成分含量为50%-95%,皮芯套环复丝的皮成分含量为50%-5%,丙纶为皮,涤纶为芯,涤纶的含量决定了远红外加热性能大小,涤纶含量越高面老越暖和,丙纶融化越多黏合越紧密,但是为了让复丝中的单丝有一定的间隙,皮层丙纶的含量不宜超过30%。
22.一种涤纶和丙纶复丝,其采用以上所述的一种涤纶和丙纶复丝的生产方法制成。
23.一种面料,采用上述涤纶和丙纶复丝织造成型。
24.该方法织造的涤纶和丙纶复丝对比常规工艺,本技术的抗勾丝性能从3级提升到4级。
25.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1