瓦楞与面纸粘合前处理工艺和加热装置的制作方法
本发明属于瓦楞纸板生产,尤其是涉及到瓦楞与面纸粘合前处理工艺和加热装置。
背景技术:
1、瓦楞纸板是由面纸和瓦楞纸通过浆糊粘合而成,根据瓦楞纸板所需要的结构强度,瓦楞纸可以设置有不同的层数。一层面纸加一层瓦纸通过浆糊粘合成单层瓦楞纸之后,再将数层单层瓦楞纸通过浆糊粘合成整体。单面机将一层平板瓦纸加热压出所需楞型之后,在瓦楞波浪凸缘上涂布浆糊后与面纸(平板纸)压合成单层瓦楞纸。
2、浆糊中的淀粉糊化条件要求苛刻,糊化温度达到65℃时淀粉能释放较佳的黏性。如果瓦纸温度过高,瓦纸的水份丢失大,会引起瓦楞碎裂,纸板脆爆线及粘合不良;如果瓦纸温度过低,瓦纸的水份含量高,会导致粘合速度变慢,导致车速开不快。所以,单面机对瓦纸的温度控制在70-80℃比较适合。不同季节的车间环境温度可能相差40℃-50℃,瓦楞纸到达上糊辊的温度不同,特别是在寒冷的冬季,瓦楞纸温度下降过快,影响浆糊的黏性释放,因此需要在瓦楞纸与面纸粘合之前对工艺作出调整,以保证整条生产线的正常生产。
技术实现思路
1、本发明要解决的技术问题是:如何保证达到上糊辊处的瓦楞纸的温度满足胶水粘合所需的条件,实现提高车速,提高纸板合格率的目的。
2、为解决上述技术问题,本发明采用的技术方案如下:
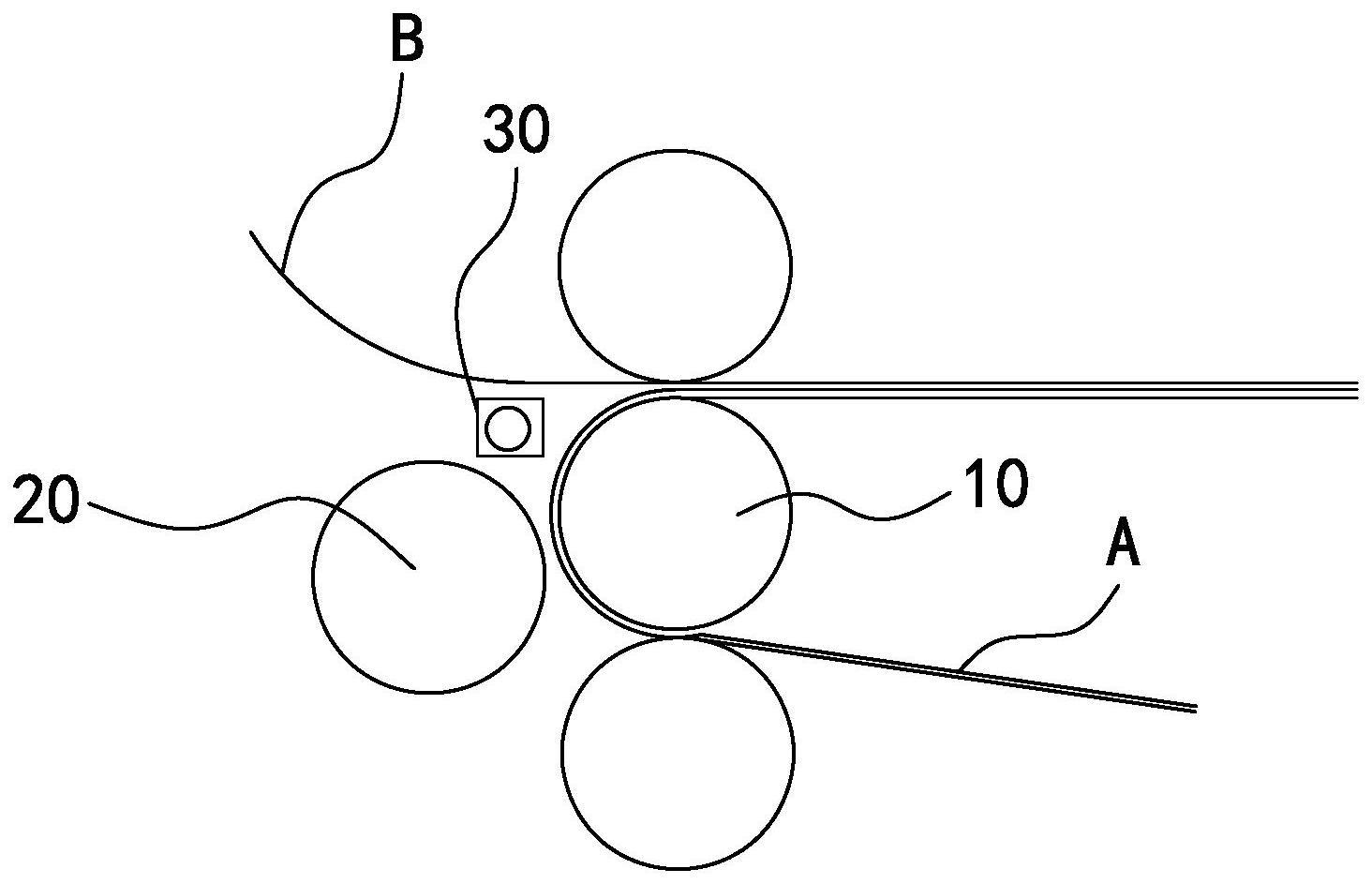
3、一种提升瓦楞纸板生产车速的工艺方法,在芯纸上糊之后,瓦楞纸与面纸压合之前,采用130℃-145℃的热源加热瓦楞纸的上糊面。
4、进一步的是,所述热源的温度为135℃-140℃。
5、作为实施例优选地技术方案是:所述热源为红外线加热管或者饱和蒸汽管。
6、进一步的是,于所述涂胶辊与压合辊之间设置有沿所述压合辊轴向方向设置的盒体,所述盒体的两端设置有温度传感器;所述盒体对应压合辊的侧面设置为开口状,所述热源设置于所述盒体内。
7、为解决上述技术问题,本发明采用的另一个技术方案如下:
8、一种瓦楞与面纸前加热装置,包括盒体和0.4mpa-0.6mpa的饱和蒸汽管,所述盒体包括相对的第一侧板和第二侧板,所述第一侧板中设置有排气槽,所述盒体内部设置有与所述第二侧板固连的横板,以及连接在所述横板与盒体的底板之间的竖板,所述横板与竖板在所述盒体内部围成独立的腔室,所述饱和蒸汽管穿设在所述腔室内;所述竖板与所述盒体的底板之间形成排气口;所述饱和蒸汽管的管壁对应所述第二侧板处设置有排气孔。
9、作为实施例优选地技术方案是:所述盒体的底板对应竖板处设置有集水槽,所述盒体对应所述集水槽处设置有排液口。
10、作为实施例优选地技术方案是:所述竖板由上板和下板组成,所述上板与所述横板固连,所述下板的顶部通过所述转轴与所述上板连接,所述转轴上安装有扭簧。
11、作为实施例优选地技术方案是:所述竖板为中空结构,所述竖板中安装有毛细冷凝管。
12、与现有技术相比,本发明具有的有益效果是:通过加热瓦楞纸的上糊面提高瓦楞纸和涂布的浆糊温度,提高了浆糊中淀粉的黏性释放效果,实现了提高车速,提高纸板合格率的目的。
技术特征:
1.一种瓦楞与面纸粘合前处理工艺,其特征在于,在芯纸上糊之后,瓦楞纸与面纸压合之前,采用130℃-145℃的热源加热瓦楞纸的上糊面。
2.根据权利要求1所述的一种瓦楞与面纸粘合前处理工艺,其特征在于,所述热源的温度为135℃-140℃。
3.根据权利要求1所述的一种瓦楞与面纸粘合前处理工艺,其特征在于,所述热源为红外线加热管。
4.根据权利要求1所述的一种瓦楞与面纸粘合前处理工艺,其特征在于,所述热源为饱和蒸汽管。
5.根据权利要求1所述的一种瓦楞与面纸粘合前处理工艺,其特征在于,于所述涂胶辊与压合辊之间设置有沿所述压合辊轴向方向设置的盒体,所述盒体的两端设置有温度传感器;所述盒体对应压合辊的侧面设置为开口状,所述热源设置于所述盒体内。
6.一种瓦楞与面纸前加热装置,其特征在于,包括盒体和0.4mpa-0.6mpa的饱和蒸汽管,所述盒体包括相对的第一侧板和第二侧板,所述第一侧板中设置有排气槽,所述盒体内部设置有与所述第二侧板固连的横板,以及连接在所述横板与盒体的底板之间的竖板,所述横板与竖板在所述盒体内部围成独立的腔室,所述饱和蒸汽管穿设在所述腔室内;所述竖板与所述盒体的底板之间形成排气口;所述饱和蒸汽管的管壁对应所述第二侧板处设置有排气孔。
7.根据权利要求6所述的一种瓦楞与面纸前加热装置,其特征在于,所述盒体的底板对应竖板处设置有集水槽,所述盒体对应所述集水槽处设置有排液口。
8.根据权利要求6所述的一种瓦楞与面纸前加热装置,其特征在于,所述竖板由上板和下板组成,所述上板与所述横板固连,所述下板的顶部通过所述转轴与所述上板连接,所述转轴上安装有扭簧。
9.根据权利要求6所述的一种瓦楞与面纸前加热装置,其特征在于,所述竖板为中空结构,所述竖板中安装有毛细冷凝管。
技术总结
本发明为了解决现有技术中瓦楞纸与面纸贴合之前温度损失过快影响黏合效果的技术问题,公开了瓦楞与面纸粘合前处理工艺和加热装置。在芯纸上糊之后,瓦楞纸与面纸压合之前,采用130℃‑145℃的热源加热瓦楞纸的上糊面,加热装置中的热源采用红外线加热管或者热蒸汽。本发明通过加热瓦楞纸的上糊面提高瓦楞纸和涂布的浆糊温度,提高了浆糊中淀粉的黏性释放效果,实现了提高车速,提高纸板合格率的目的。
技术研发人员:李中顺,谭松,袁新春
受保护的技术使用者:昆山鸣朋纸业有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!