长网大缸纸机生产纸棒原纸的工艺的制作方法
本发明涉及造纸,具体涉及一种长网大缸纸机生产纸棒原纸的工艺。
背景技术:
1、随着环保要求日益严格以及发展循环经济的要求,以纸代塑成为大势所趋。纸棒原纸可以代替塑料和木材制成棉签棒、糖果棒、纸筷子等,无毒无害易降解,市场前景看好。对纸棒原纸的要求是符合食品卫生要求,成纸表面无杂质,不掉毛掉粉,抗张强度及撕裂度高,纸棒原纸经分切、搓杆后的纸棒挺度高、硬度强。本发明针对以上要求,同时结合长网大缸纸机的特点,开发出一种易卷曲易粘合的纸棒原纸的制备工艺。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种长网大缸纸机生产纸棒原纸的工艺,制得的纸棒原纸易卷曲易粘合,有利于客户卷棒成型。
2、本发明的技术方案为:
3、长网大缸纸机生产纸棒原纸的工艺,工艺流程如下:浆板→链板输送→碎浆机→卸料池→磨浆机→成浆池→抄前池→冲浆泵→压力筛→流浆箱→网部→压榨部→大缸→施胶机→组缸→压光机→卷取部→复卷→包装入库;(1)浆板配比:漂白硫酸盐针叶木浆45-55%,漂白硫酸盐阔叶木浆55-45%;(2)磨浆工艺:浆板混合均匀后,采用三台dd720双盘磨串联打浆,三台盘磨全部采用扫帚鳍型磨片,叩解度18-20°sr,湿重5-7g;(3)在成浆池与抄前池之间的管道中加入阳离子淀粉和硫酸铝;(4)在冲浆泵的入口加入湿强剂和松香胶;(5)在冲浆泵与压力筛之间的管道中加入阳离子助剂;(6)在压力筛与流浆箱之间的管道中加入硅溶胶;(7)在施胶机中加入表面施胶剂,其中,表面施胶剂溶液质量标准:固含量12±1%、粘度16-20mpa.s、ph5-6、温度 65-70℃;表面施胶剂包括以下重量份数的原料:两性表面木薯淀粉98-100份、壳聚糖5-6份和清水770-777份;(8)纸机运行主要参数:1)车速300-350m/min;2)大缸汽压500-550kpa,大缸出口温度90-100℃;湿端风压220-250kpa,干端风压150-180kpa;3)膜转移施胶机控制参数:计量棒型号及压力:正面计量棒v24,线压力20kn/m;反面计量棒v24,线压力20kn/m;表面施胶剂成纸取拾量:正面≥1.0g/m2,反面≥1.0g/m2;进膜转移施胶机成纸干度≥93%,出膜转移施胶机的成纸干度≥75%;4)压光机采用一道压光机,用硬辊压纸页粗糙面,使纸页两面的平滑度尽量接近,提高卷棒时的粘合性。
4、本发明在步骤(3)中添加硫酸铝的作用是:在酸性施胶时,加入硫酸铝可以提供酸性条件和所需的阳离子电荷,使松香沉淀在带负电的木浆纤维表面,作为媒介,促进纸浆纤维与松香胶的结合。
5、优选地,所述松香胶的用量为10-12kg/吨浆。
6、优选地,所述阳离子淀粉的用量为10-12kg/吨浆。
7、优选地,所述硅溶胶的用量为2-4kg/吨浆。
8、优选地,所述湿强剂的用量为8-12kg/吨浆。
9、优选地,所述硫酸铝的用量为5-7kg/吨浆。
10、优选地,所述阳离子助剂0.25-0.35kg/吨浆。
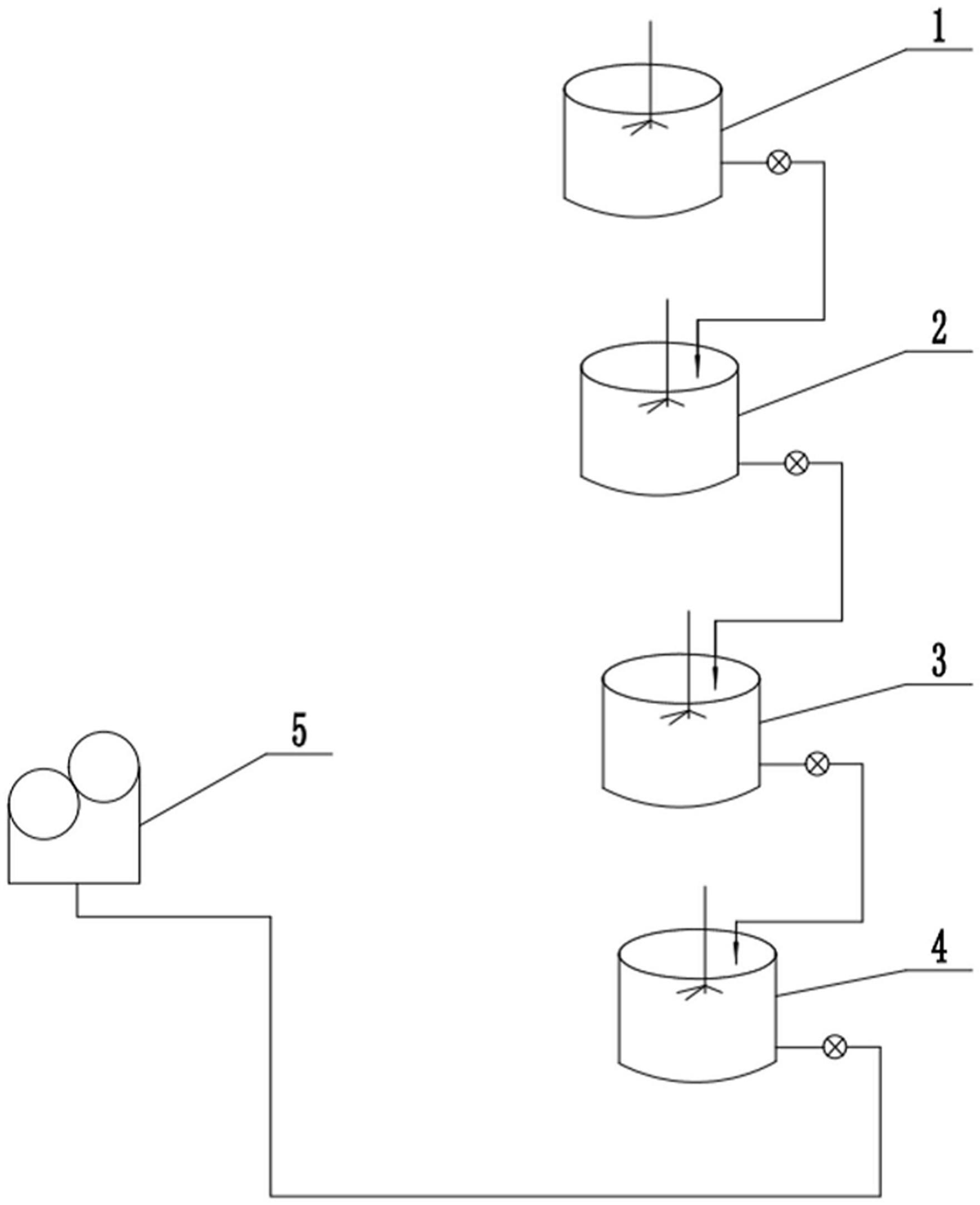
11、优选地,所述表面施胶剂的制备方法如下:将配方量的两性表面木薯淀粉与1/3配方量的清水在表面胶蒸煮罐中搅拌均匀后通汽,并升温至93-95℃,保温18-20min;提至表面胶稀释罐降温至65-70℃,与配方量的壳聚糖和2/3配方量的清水混合成形成表面胶溶液。
12、本发明制备得到的68g/m2纸棒原纸,紧度约为0.8-0.81g/cm3,湿拉力约为13.5-13.7n/15mm,干拉力约为65-68kn/m,撕裂度约为756-762mn,透气度约为6.6-6.7um/pa.s,吸水度约为23-24g/m2,正面平滑度52-53s,反面平滑度约为39-41s。
13、本发明与现有技术相比,具有以下有益效果:
14、1. 本发明确认了配备长网大缸加膜转移施胶机形式的纸机可以生产出合格的纸棒原纸。
15、2. 本发明采用酸性施胶,使得纸棒原纸在卷曲时纸页发涩、不易打滑、更易粘合,更易卷棒成型。
16、3. 本发明采用大缸干燥,大缸汽罩不承担干燥任务,不对进风进行加热,目的是使成纸纸页向粗糙面卷曲,有利于客户卷棒成型。
技术特征:
1.长网大缸纸机生产纸棒原纸的工艺,工艺流程如下:浆板→链板输送→碎浆机→卸料池→磨浆机→成浆池→抄前池→冲浆泵→压力筛→流浆箱→网部→压榨部→大缸→施胶机→组缸→压光机→卷取部→复卷→包装入库;其特征在于,
2.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述松香胶的用量为10-12kg/吨浆。
3.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述阳离子淀粉的用量为10-12kg/吨浆。
4.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述硅溶胶的用量为2-4kg/吨浆。
5.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述湿强剂的用量为8-12kg/吨浆。
6.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述硫酸铝的用量为5-7kg/吨浆。
7.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述阳离子助剂的用量为0.25-0.35kg/吨浆。
8.如权利要求1所述的长网大缸纸机生产纸棒原纸的工艺,其特征在于,所述表面施胶剂的制备方法如下:将配方量的两性表面木薯淀粉与1/3配方量的清水在表面胶蒸煮罐(1)中搅拌均匀后通汽,并升温至93-95℃,保温18-20min;提至表面胶稀释罐(2)降温至65-70℃,与配方量的壳聚糖和2/3配方量的清水混合成形成表面胶溶液。
技术总结
本发明公开了一种长网大缸纸机生产纸棒原纸的工艺,属于造纸技术领域。工艺流程如下:浆板→链板输送→碎浆机→卸料池→磨浆机→成浆池→抄前池→冲浆泵→压力筛→流浆箱→网部→压榨部→大缸→施胶机→组缸→压光机→卷取部→复卷→包装入库。本发明的工艺制得的纸棒原纸易卷曲易粘合,有利于客户卷棒成型。
技术研发人员:宋佃凤,王帅,徐家东
受保护的技术使用者:山东仁丰特种材料股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!