一种生物可降解丝束的制备工艺的制作方法
本发明涉及香烟过滤嘴复合材料及其制备,特别是一种生物可降解丝束的制备工艺。
背景技术:
1、现有技术中皮层采用聚乳酸,芯层采用pbat,pbs或者pet+可降解母粒技术方案等,实现纤维的可降解。
技术实现思路
1、有鉴于此,本发明的目的是提供一种能够实现皮芯都采用可降解的高聚物,实现烟用丝束可生物降解的制备工艺。
2、本发明采用以下方法来实现:一种生物可降解丝束的制备工艺,所述制备方法包括以下步骤:
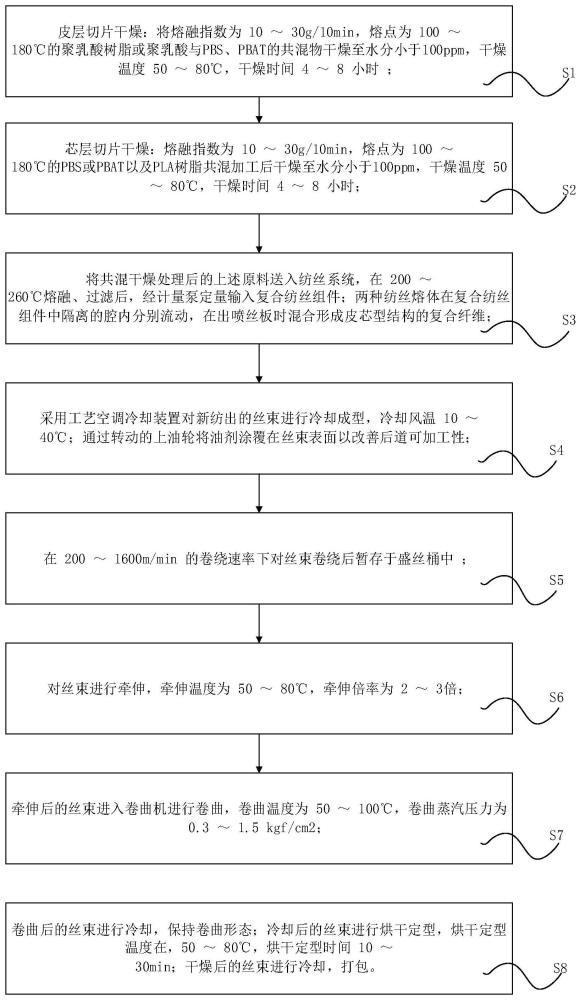
3、步骤s1、皮层切片干燥:将熔融指数为10~30g/10min,熔点为100~180℃的聚乳酸树脂或聚乳酸与pbs、pbat的共混物干燥至水分小于100ppm,干燥温度50~80℃,干燥时间4~8小时;
4、步骤s2、芯层切片干燥:熔融指数为10~30g/10min,熔点为100~180℃的pbs或pbat以及pla树脂共混加工后干燥至水分小于100ppm,干燥温度50~80℃,干燥时间4~8小时;
5、步骤s3、将共混干燥处理后的上述原料送入纺丝系统,在200~260℃熔融、过滤后,经计量泵定量输入复合纺丝组件;两种纺丝熔体在复合纺丝组件中隔离的腔内分别流动,在出喷丝板时混合形成皮芯型结构的复合纤维;
6、步骤s4、采用工艺空调冷却装置对新纺出的丝束进行冷却成型,冷却风温10~40℃;通过转动的上油轮将油剂涂覆在丝束表面以改善后道可加工性;
7、步骤s5、在200~1600m/min的卷绕速率下对丝束卷绕后暂存于盛丝桶中;
8、步骤s6、对丝束进行牵伸,牵伸温度为50~80℃,牵伸倍率为2~3倍;
9、步骤s7、牵伸后的丝束进入卷曲机进行卷曲,卷曲温度为50~100℃,卷曲蒸汽压力为0.3~1.5kgf/cm2;
10、步骤s8、卷曲后的丝束进行冷却,保持卷曲形态;冷却后的丝束进行烘干定型,烘干定型温度在,50~80℃,烘干定型时间10~30min;干燥后的丝束进行冷却,打包。
11、进一步的,所述步骤s3进一步具体为:喷丝板孔数为1000~3000,喷丝孔外形为圆型或三叶型。
12、进一步的,所述步骤s8进一步为:将混合加工的原料干燥后通过复合纺丝技术,制得皮芯型结构的复合纤维;该纤维再经过牵伸、卷曲、冷却、烘干定型、冷却工序,得到聚乳酸pbs或聚乳酸pbat复合烟用丝束。
13、本发明的有益效果在于:本发明由于采用皮芯型结构,同时混合了不同组分的高聚物,可以有效减少纤维丝束的收缩率,提高成品的尺寸稳定性;表面的聚乳酸对烟气中的有害物质具有较强的吸附能力,并保持卷烟的吸味没有太大改变,采用可降解材料,可以减少成品在使用后对环境的影响。
技术特征:
1.一种生物可降解丝束的制备工艺,其特征在于,所述制备方法包括以下步骤:
2.根据权利要求1所述的一种生物可降解丝束的制备工艺,其特征在于:所述步骤s3进一步具体为:喷丝板孔数为1000~3000,喷丝孔外形为圆型或三叶型。
3.根据权利要求1所述的一种生物可降解丝束的制备工艺,其特征在于:所述步骤s8进一步为:将混合加工的原料干燥后通过复合纺丝技术,制得皮芯型结构的复合纤维;该纤维再经过牵伸、卷曲、冷却、烘干定型、冷却工序,得到聚乳酸pbs或聚乳酸pbat复合烟用丝束。
技术总结
本发明提供了一种生物可降解丝束的制备工艺,所述制备方法包括以下步骤:步骤S1、皮层切片干燥:将熔融指数为10~30g/10min,熔点为100~180℃的聚乳酸树脂或聚乳酸与PBS、PBAT的共混物干燥至水分小于100ppm,干燥温度50~80℃,干燥时间4~8小时;步骤S2、芯层切片干燥:熔融指数为10~30g/10min,熔点为100~180℃的PBS或PBAT以及PLA树脂共混加工后干燥至水分小于100ppm,干燥温度50~80℃,干燥时间4~8小时;步骤S3、将共混干燥处理后的上述原料送入纺丝系统,在200~260℃熔融、过滤后,经计量泵定量输入复合纺丝组件;两种纺丝熔体在复合纺丝组件中隔离的腔内分别流动,在出喷丝板时混合形成皮芯型结构的复合纤维;本发明能够能够实现皮芯都采用可降解的高聚物,实现烟用丝束可生物降解。
技术研发人员:陈兴华,卓志明
受保护的技术使用者:福建闽瑞新合纤股份有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!