溢流动态循环伏压式连续湿法成型造纸设备的制作方法
本技术涉及纤维状材料和纤维状复合材料湿法成型领域,尤其涉及一种溢流动态循环伏压式连续湿法成型造纸设备。
背景技术:
1、1、目前市场上连续湿法成型设备有长网纸机、圆网纸机、斜网纸机、夹纸机等四种。
2、2、长网纸机适合浓度范围在0.1%-1.5%的高速湿法造纸,纤维长度小于3mm,成型克重在(15-120)g/m2之间,无法实现浆浓范围在0.05%-0.001%之间,纤维长度在(3~20)mm造纸成型。也无法实现克重在(200-1000)g/m2范围的造纸,高分子合成纤维、无机纤维等人造纤维基本无法使用长网纸机进行湿法成型造纸。
3、3、圆网纸机适合浓度范围在0.1%-1.5%的中高速湿法造纸,纤维长度小于3mm,成型克重在(15-500)g/m2之间,无法实现浆浓范围在0.05%-0.001%之间,纤维长度在(3~20)mm造纸成型。也无法实现克重在(600-3000)g/m2范围的造纸,高分子合成纤维、无机纤维等人造纤维基本无法使用圆网纸机进行湿法成型造纸。
4、4、斜网纸机适合浓度范围在0.001%-3.0%的中低速湿法造纸,纤维长度(0.1-30)mm可以成型,成型克重在(15-5000)g/m2之间可以实现,无法实现浆浓范围在0.05%-0.001%之间,高分子合成纤维、无机纤维等人造纤维也可以使用些网纸机进行湿法成型造纸。但是斜网纸机在成型部的流浆箱堰流唇板到真空滤水槽之间有一段相对静止的类似浆池的结构,会导致密度大的材料沉淀分层,密度低的材料上浮分层,或者在脱水前形成了团聚,导致成型不均匀,斜网纸机适合高克重材料种类比较复杂的材料成型,但是匀度比较差。
5、5、夹网纸机的实用新型是专门用于纤维种类复杂,特别是不同纤维之间密度比较大的特种材料的湿法成型,适合浓度范围在大于1.0%的,低于0.5%的浓度无法成型,纤维长度(0.1-30)mm可以成型,成型克重在(100-5000)g/m2之间可以实现,高分子合成纤维、无机纤维等人造纤维也可以使用夹网纸机进行湿法成型造纸。但是夹网纸纸机基本用于特殊的复合材料成型,特别是无机材料与粉体复合材料的成型,成型匀度比较差,低于0.5%低浓度高匀度的材料湿法成型无法实现。
6、因此,亟需一种可以实现单一纤维湿法成型、多种纤维复合成型、纤维与粉体复合成型的溢流动态循环伏压式连续湿法成型造纸设备。
技术实现思路
1、本实用新型的目的是提一种可以实现单一纤维湿法成型、多种纤维复合成型、纤维与粉体复合成型的溢流动态循环伏压式连续湿法成型造纸设备。
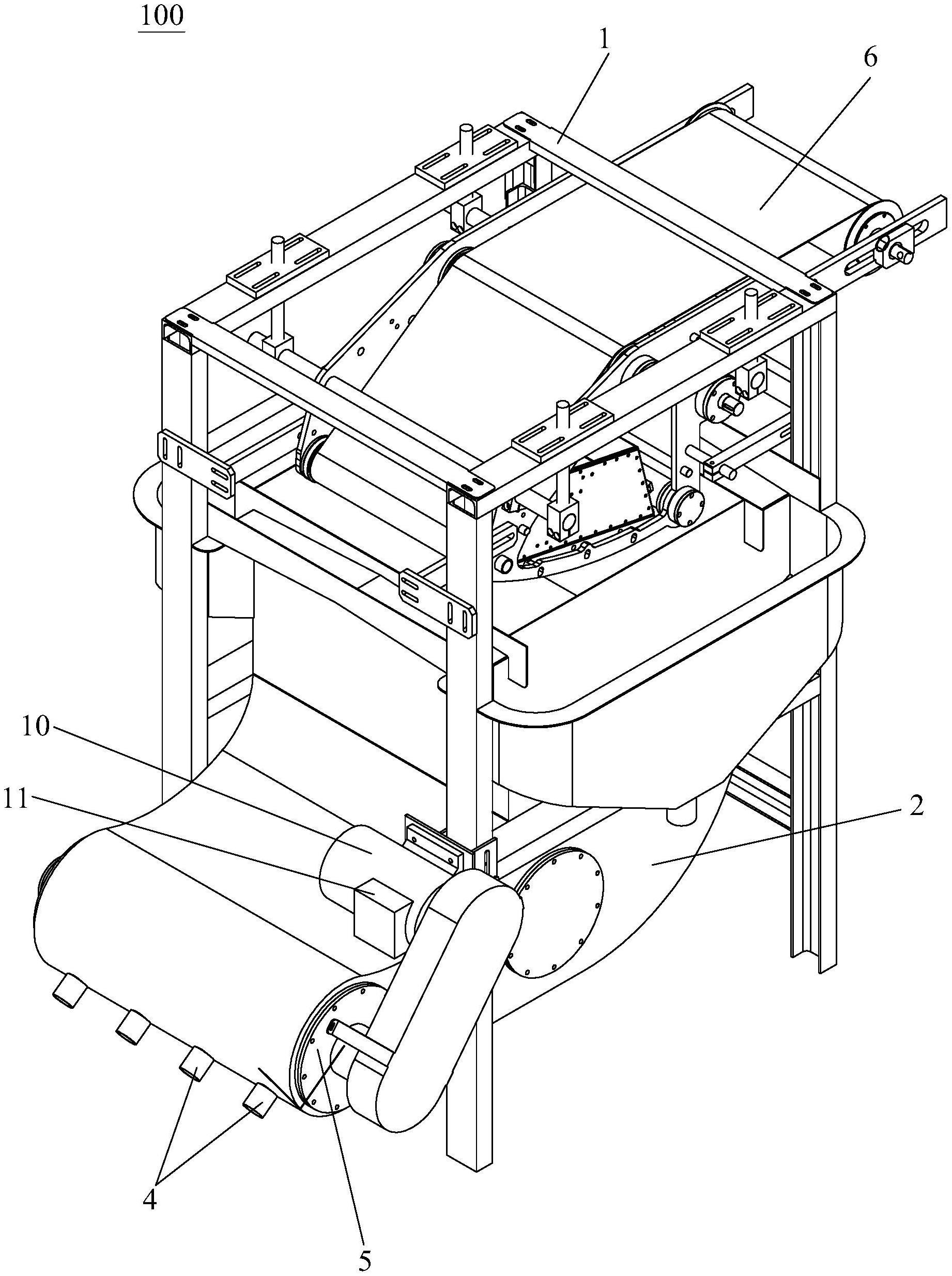
2、为了实现上述目的,本实用新型提供的技术方案为:公开一种溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,包括机架,及设置在所述机架上的:
3、成型浆池,所述成型浆池的内部具有空腔,且所述成型浆池的底部设有与所述空腔连通的进浆口,所述空腔内部靠近所述进浆口处设有真空分散伏辊,所述真空分散伏辊用于对浆料进行分散,所述成型浆池的上部还设有开口朝上的出浆口,所述出浆口的左右两侧各设有一溢流口,浆料可从所述溢流口溢流进入溢流浆池;
4、成型网,所述出浆口处设有所述成型网;
5、吸真空装置,所述吸真空装置的前端设于所述出浆口上方的成型机构上,且后方还连接有真空管,所述吸真空装置用于将浆料中的纤维和粉体快速地吸附到所述成型网上,并在所述成型网上形成网状结构,液体在所述吸真空装置的作用下,通过所述真空管回到一真空罐内。
6、还包括转动轮组,所述成型网可在所述转动轮组的驱动下向前传输。
7、所述转动轮组包括有两个水平设置的第一转动轮及第二转动轮,所述成型网在所述第一转动轮及第二转动轮之间的部分为水平向前输送。
8、还包括成型网滤板,所述成型网承载于所述成型网滤板上移动,所述成型网在所述转动轮组中有一部分为倾斜弧形结构布置,所述成型网可在所述成型网滤板的倾斜弧形结构部分移动,所述成型滤板的倾斜弧形结构部分及成型网有一部分浸泡在所述成型浆池的出浆口,浆料从所述成型浆池的底部往所述出浆口处垂直向上流动,浆料流动到达所述成型网处时,受到真空吸力的作用,浆料沿着垂直或者接近垂直于所述成型网的方向被真空吸进真空腔,此时,纤维和粉体等固体物留着在所述成型网上,并且同时被所述运动的成型网带着移动,液体被吸入真空腔后,被真空腔上方的所述真空管吸走。
9、所述成型浆池的主体为一竖直方向设置的管状结构,所述成型浆池的下方还连接有一水平壳体结构,且所述进浆口设置于所述水平壳体结构上。
10、所述进浆口的数量为多个,以使浆料进入所述成型浆池时,通过多个所述进浆口同时进入。
11、所述真空分散伏辊的转动轴芯的一端伸出于所述成型浆池的外壳外侧,且与一第一驱动电机进行连接,所述第一驱动电机驱动所述真空分散伏辊转动。
12、所述真空分散伏辊设于所述水平壳体结构内部。
13、还包括一电机座,所述电机座固定于所述水平壳体结构的外壳上,所述第一驱动电机安装于所述电机座上。
14、还包括一第二驱动电机,所述转动轮组通过所述第二驱动电机进行驱动。
15、与现有技术相比,本实用新型溢流动态循环伏压式连续湿法成型造纸设备中,可以实现浆浓在0.00001%~2%范围的连续湿法成型,纤维种类适应于无机纤维和有机纤维,纤维长度在(0.0001~30)mm范围的湿法成型都可以实现,这是所有湿法成型方式里面成型浆浓最低的湿法成型方式,也是纤维长度适用范围里最短的湿法成型方式,可以实现纳米级材料的湿法成型。该成型造纸设备适用于纤维素纤维的湿法成型,也适用于高分子化学纤维、人造纤维、无机纤维的湿法连续成型,除了可以实现单一纤维湿法成型,多种纤维复合成型,还可以实现纤维与粉体复合成型。
16、通过以下的描述并结合附图,本实用新型将变得更加清晰,这些附图用于解释本实用新型的实施例。
技术特征:
1.一种溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,包括机架,及设置在所述机架上的:
2.如权利要求1所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,还包括转动轮组,所述成型网可在所述转动轮组的驱动下向前传输。
3.如权利要求2所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,还包括成型网滤板,所述成型网承载于所述成型网滤板上移动,所述成型网在所述转动轮组中有一部分为倾斜弧形结构布置,所述成型网可在所述成型网滤板的倾斜弧形结构部分移动,所述成型滤板的倾斜弧形结构部分及成型网有一部分浸泡在所述成型浆池的出浆口,浆料从所述成型浆池的底部往所述出浆口处垂直向上流动,浆料流动到达所述成型网处时,受到真空吸力的作用,浆料沿着垂直于或者接近垂直于所述成型网的方向被真空吸进真空腔,此时,纤维和粉体等固体物留着在所述成型网上,并且同时被运动的所述成型网带着移动,液体被吸入真空腔后,被真空腔上方的所述真空管吸走。
4.如权利要求3所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,所述溢流浆池位于所述出浆口的左右两侧各有一个,所述溢流浆池,当浆料从所述成型浆池的底部往上流动,一直上升到所述出浆口后,一部分的浆料被所述成型网上面的所述真空腔的真空负压吸走,另一部分的浆料沿着所述出浆口的两侧溢流到所述出浆口左右两侧的所述溢流浆池,所述溢流浆池的底部设有管道,所述溢流浆池里面的浆料被浆泵从所述管道被泵回在线供浆池。
5.如权利要求2所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,所述转动轮组包括有两个水平设置的第一转动轮及第二转动轮,所述成型网在所述第一转动轮及第二转动轮之间的部分为水平向前输送。
6.如权利要求2所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,所述成型浆池的主体为一竖直方向设置的管状结构,所述成型浆池的下方还连接有一水平壳体结构,且所述进浆口设置于所述水平壳体结构上。
7.如权利要求5所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,所述进浆口的数量为多个,以使浆料进入所述成型浆池时,通过多个所述进浆口同时进入。
8.如权利要求6所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,所述真空分散伏辊的转动轴芯的一端伸出于所述成型浆池的外壳外侧,且与一第一驱动电机进行连接,所述第一驱动电机驱动所述真空分散伏辊转动。
9.如权利要求6所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,
10.如权利要求8所述的溢流动态循环伏压式连续湿法成型造纸设备,其特征在于,还包括一电机座,所述电机座固定于所述水平壳体结构的外壳上,所述第一驱动电机安装于所述电机座上。
技术总结
本技术公开了一种溢流动态循环伏压式连续湿法成型造纸设备,包括成型浆池的内部具有空腔,且成型浆池的底部设有与空腔连通的进浆口,空腔内部靠近进浆口处设有真空分散伏辊,真空分散伏辊用于对浆料进行分散,成型浆池的上部还设有开口朝上的出浆口;成型网,出浆口处设有成型网;吸真空装置,吸真空装置的前端设于出浆口上方,且后方还连接有真空管,吸真空装置用于将浆料中的纤维和粉体快速地吸附到成型网上,并在成型网上形成网状结构,液体在吸真空装置的作用下,通过所述真空管回到一真空罐内。本技术设备适用于纤维素纤维的湿法成型,也适用于高分子化学纤维、人造纤维、无机纤维的湿法连续成型。
技术研发人员:杨江
受保护的技术使用者:广东弗艾博纤维技术研究有限公司
技术研发日:20230307
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!