异形纸管成型机的制作方法
本技术属于纸管加工制造,具体涉及一种异形纸管成型机。
背景技术:
1、随着人们环保意识的不断提高,传统的包装材料如木材、塑料等将会被淘汰,而纸类包装的地位日益显现。然而,纸类包装有些技术仍存在诸多不足,特别是在纸管的加工上,现有成型的纸管大多为方形或者圆形,结构过于单一,不能满足市场需要,且由于纸管弹性带、易变性的结构特点,其成型质量低。
技术实现思路
1、本实用新型旨在提供异形纸管成型机,解决现有技术中成型的纸管结构单一、并且不能根据市场需要制造异形结构的纸管的技术问题。
2、为解决上述技术问题,本实用新型采用以下技术方案:
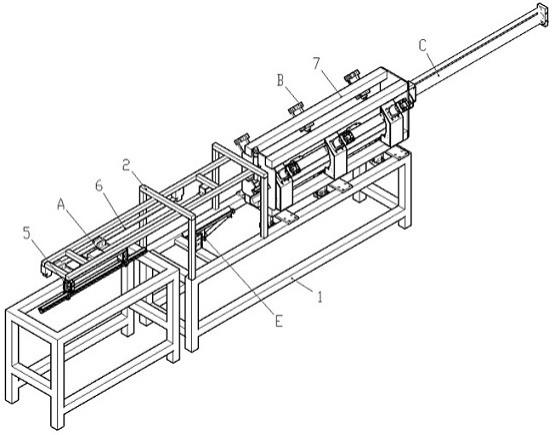
3、异形纸管成型机,包括机架,机架上安装有进出料机械手模组、压管成型加热模组和成型脱膜退出模组;
4、所述的进出料机械手模组用于将原料纸管送入压管成型加热模组中、以及将送入压管成型加热模组中的原料纸管成型后取出;
5、所述压管成型加热模组用于将原料纸管压制成异形纸管;
6、成型脱膜退出模组用于成型后的异形纸管退出压管成型加热模组。
7、进一步的,进出料机械手模组包括第一安装架,第一安装架固定在机架的顶部,所述第一安装架上沿水平方向安装有推送气缸,推送气缸的推杆端部固定有安装板,安装板上安装有至少两组夹爪气缸,两组夹爪气缸并排设置。
8、进一步的,压管成型加热模组包括第二安装架,第二安装架固定在机架的顶部,所述第二安装架上安装有若干组成型压制组件;
9、每组成型压制组件包括压制件和若干组压制气缸,所有的压制气缸并排安装在第二安装架上,所述的压制件固定在所有压制气缸的推杆端部,所述压制件在压制气缸的推动下对原料纸管进行压制作业。
10、进一步的,成型脱膜退出模组包括芯棒模具和脱膜气缸,在机架的端部固定有第三安装架,第三安装架的端部设置有导向块,所述脱膜气缸安装在第三安装架上,导向块上开设有导向孔,所述芯棒模具穿设在导向孔中,芯棒模具的端部固定在脱膜气缸的推杆端部;
11、所有的压制件围绕芯棒模具设置,芯棒模具与所有的压制件配合,以实现原料纸管的压制成型作业。
12、进一步的,所述芯棒模具以及所有的压制件上设置有加热器件,加热器件用于对芯棒模具和压制件进行加热。
13、进一步的,在第三安装架的端部设置有芯棒导正机构,该芯棒导正机构位于导向块的对侧,芯棒导正机构包括沿竖向方向设置的导正气缸,导正气缸的推杆端部设置有限位柱,限位柱位于芯棒模具的正上方。
14、进一步的,在进出料机械手模组与压管成型加热模组之间设置有进料辅助推进模组;
15、进料辅助推进模组包括升降气缸,升降气缸安装在机架上,升降气缸的推杆端部固定有中转角钢,在中转角钢的底部通过之间安装有顶推气缸,顶推气缸沿倾斜方向设置,所述顶推气缸的推杆端部设置有推头。
16、进一步的,第一安装架上还固定有导向光杆,所述安装板滑动安装在导向光杆上,在推送气缸的推动下,所述安装板可以沿导向光杆移动。
17、进一步的,推送气缸、压制气缸、脱膜气缸、导正气缸、升降气缸以及顶推气缸均可以等同替换为液压缸。
18、与现有技术相比,本实用新型的有益效果是:本实用新型主要由进出料机械手模组、进料辅助推进模组、压管成型加热模组和成型脱膜退出模组组成,其中进出料机械手模组主要用于将原料纸管送入压管成型加热模组中、以及将送入压管成型加热模组中的原料纸管成型后取出,进料辅助推进模组用于辅助进出料机械手模组,而压管成型加热模组配合芯棒模具完成原料纸管的压制成型,成型脱膜退出模组将成型后的异形纸管退出;本实用新型通过各个模组的相互配合,完成了自动化的异形纸管生产,生产效率高,生产出来的异形纸管具有独特的异形结构,使其符合市场需要,适应性强,市场前景好。
技术特征:
1.异形纸管成型机,其特征在于:包括机架,机架上安装有进出料机械手模组、压管成型加热模组和成型脱膜退出模组;
2.根据权利要求1所述的异形纸管成型机,其特征在于:进出料机械手模组包括第一安装架,第一安装架固定在机架的顶部,所述第一安装架上沿水平方向安装有推送气缸,推送气缸的推杆端部固定有安装板,安装板上安装有至少两组夹爪气缸,两组夹爪气缸并排设置。
3.根据权利要求2所述的异形纸管成型机,其特征在于:压管成型加热模组包括第二安装架,第二安装架固定在机架的顶部,所述第二安装架上安装有若干组成型压制组件;
4.根据权利要求3所述的异形纸管成型机,其特征在于:成型脱膜退出模组包括芯棒模具和脱膜气缸,在机架的端部固定有第三安装架,第三安装架的端部设置有导向块,所述脱膜气缸安装在第三安装架上,导向块上开设有导向孔,所述芯棒模具穿设在导向孔中,芯棒模具的端部固定在脱膜气缸的推杆端部;
5.根据权利要求4所述的异形纸管成型机,其特征在于:所述芯棒模具以及所有的压制件上设置有加热器件,加热器件用于对芯棒模具和压制件进行加热。
6.根据权利要求4所述的异形纸管成型机,其特征在于:在第三安装架的端部设置有芯棒导正机构,该芯棒导正机构位于导向块的对侧,芯棒导正机构包括沿竖向方向设置的导正气缸,导正气缸的推杆端部设置有限位柱,限位柱位于芯棒模具的正上方。
7.根据权利要求6所述的异形纸管成型机,其特征在于:在进出料机械手模组与压管成型加热模组之间设置有进料辅助推进模组;
8.根据权利要求6所述的异形纸管成型机,其特征在于:第一安装架上还固定有导向光杆,所述安装板滑动安装在导向光杆上,在推送气缸的推动下,所述安装板可以沿导向光杆移动。
9.根据权利要求7所述的异形纸管成型机,其特征在于:推送气缸、压制气缸、脱膜气缸、导正气缸、升降气缸以及顶推气缸均可以等同替换为液压缸。
技术总结
异形纸管成型机,包括机架,以及进出料机械手模组、进料辅助推进模组、压管成型加热模组和成型脱膜退出模组,其中进出料机械手模组主要用于将原料纸管送入压管成型加热模组中、以及将送入压管成型加热模组中的原料纸管成型后取出,进料辅助推进模组用于辅助进出料机械手模组,而压管成型加热模组配合芯棒模具完成原料纸管的压制成型,成型脱膜退出模组将成型后的异形纸管退出;本技术通过各个模组的相互配合,完成了自动化的异形纸管生产,生产效率高,生产出来的异形纸管具有独特的异形结构,使其符合市场需要,适应性强,市场前景好。
技术研发人员:吴亨俤
受保护的技术使用者:福州优尼美居纸品有限公司
技术研发日:20230411
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!