一种盒体花环转盘式组装结构的制作方法
本技术涉及酒盒组装生产线,尤其是涉及一种盒体花环转盘式组装结构。
背景技术:
1、随着生活水平逐步提高,现目前市场上的酒厂家数量急剧上涨,为了在销售起到促进作用,如吸引消费者、增加产品附加值、满足消费者精神需求、巩固品牌与企业形象等等,各大厂商对酒盒包装提出了更高的要求,如在传统的酒盒包装增加花环作为装饰。
2、传统的酒盒包装盒一般包括盒体、设于盒口的封条以及用于封闭盒体的盒盖,如中国发明专利申请(公开号为cn 111590317 a)公开了一种桶盒顶盖的组装工艺方法、八工位组装基台及组装设备,通过自动组装将顶盖、围条分别粘接至桶盒盒体,以实现顶盖和围条的自动组装。而上述酒盒组装线无法全自动化实现花环组装,仍需要配合人工将花环组装到传统的酒盒,因此有必要予以改进。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种盒体花环转盘式组装结构。
2、为了实现上述目的,本实用新型所采用的技术方案是:一种盒体花环转盘式组装结构,其包括第三机体、转动设置于第三机体的载料转盘、驱动载料转盘间歇性转动的转动驱动机构以及多个装配于载料转盘的盒体载料模具;
3、第三机体设置有盒体上料工位、花环上料工位、组合装配工位以及成品下料工位,盒体上料工位、花环上料工位、组合装配工位和成品下料工位围绕载料转盘的中心设置,每个盒体载料模具分别设置在对应的工位;
4、所述组合装配工位设置有下压组合模组,下压组合模组设于所述盒体载料模具的上方,下压组合模组用于插入盒体载料模具所承载的盒体内并下压花环使花环的内边贴合于盒体的内壁。
5、根进一步的技术方案中,所述第三机体还安装有花环上料机械手,花环上料机械手用于拾取花环并将花环移送至花环上料工位。
6、进一步的技术方案中,所述花环上料机械手包括架设于第三机体的水平固定板、设于水平固定板的平移驱动源、驱动连接于平移驱动源的平移取料座、安装于平移取料座的纵向驱动气缸以及驱动连接于纵向驱动气缸的吸料板,吸料板安装有多个吸料吸盘。
7、进一步的技术方案中,所述组合装配工位还设置有定位顶升模组,所述下压组合模组与定位顶升模组分别设于所述盒体载料模具的上下两侧,定位顶升模组伸入盒体载料模具顶升盒体以使盒体定位在盒体载料模具内,以便于下压组合模组插入盒体载料模具内下压花环。
8、进一步的技术方案中,所述下压组合模组包括下压固定座、安装于下压固定座的下压气缸、滑动连接于下压固定座的下压滑座、设于下压滑座中部的贴合手指气缸以及两个分别设于下压滑座左右两侧的下压定位块,贴合手指气缸装配有多个贴合压块,在下压定位块下移挡止于盒体载料模具时,贴合手指气缸驱动各个贴合压块将花环的侧边贴合于盒体的内壁。
9、进一步的技术方案中,各个所述盒体载料模具均包括第一挡板和第二挡板,第一挡板与第二挡板分别间隔并平行设置,以形成一用于限位盒体的盒体定位槽。
10、进一步的技术方案中,所述第一挡板和第二挡板均装配有若干个用于吸附花环的定位吸盘。
11、进一步的技术方案中,所述成品下料工位设置有下料机械手,下料机械手包括架设于第三机体的横移到位驱动源、装配于横移到位驱动源的纵移驱动源、传动连接于纵移驱动源的取放料座以及多个装配于取放料座的取放夹爪。
12、进一步的技术方案中,所述取放料座的中部装配有取放手指气缸,取放手指气缸装配有多个取放压块,一取放压块与一取放夹爪配合使用。
13、采用上述结构后,本实用新型和现有技术相比所具有的优点是:
14、本实用新型提供的一种盒体花环转盘组装结构适用在酒盒机组装生产线,主要用于将花环组装到盒体,并且对装配后的成品进行下料,具体使用时,每一个盒体被上料到盒体上料工位内的盒体载料模具后,载料转盘间歇性转动,载料转盘使上料的盒体被移送至花环上料工位内接料,使来料的花环位于盒体的上方,接着转动的载料转盘将花环、盒体送入组合装配工位内装配成一体,最后由转动的载料转盘将组装成一体的成品移送到成品下料工位内下料,本实用新型通过转动设置的载料转盘实现了花环、盒体在同一空间同时完成多个工序,提高酒盒组装生产线的生产效率,当然,这样的布局使设备结构更加紧凑,使酒盒组装生产线占地空间更小。
技术特征:
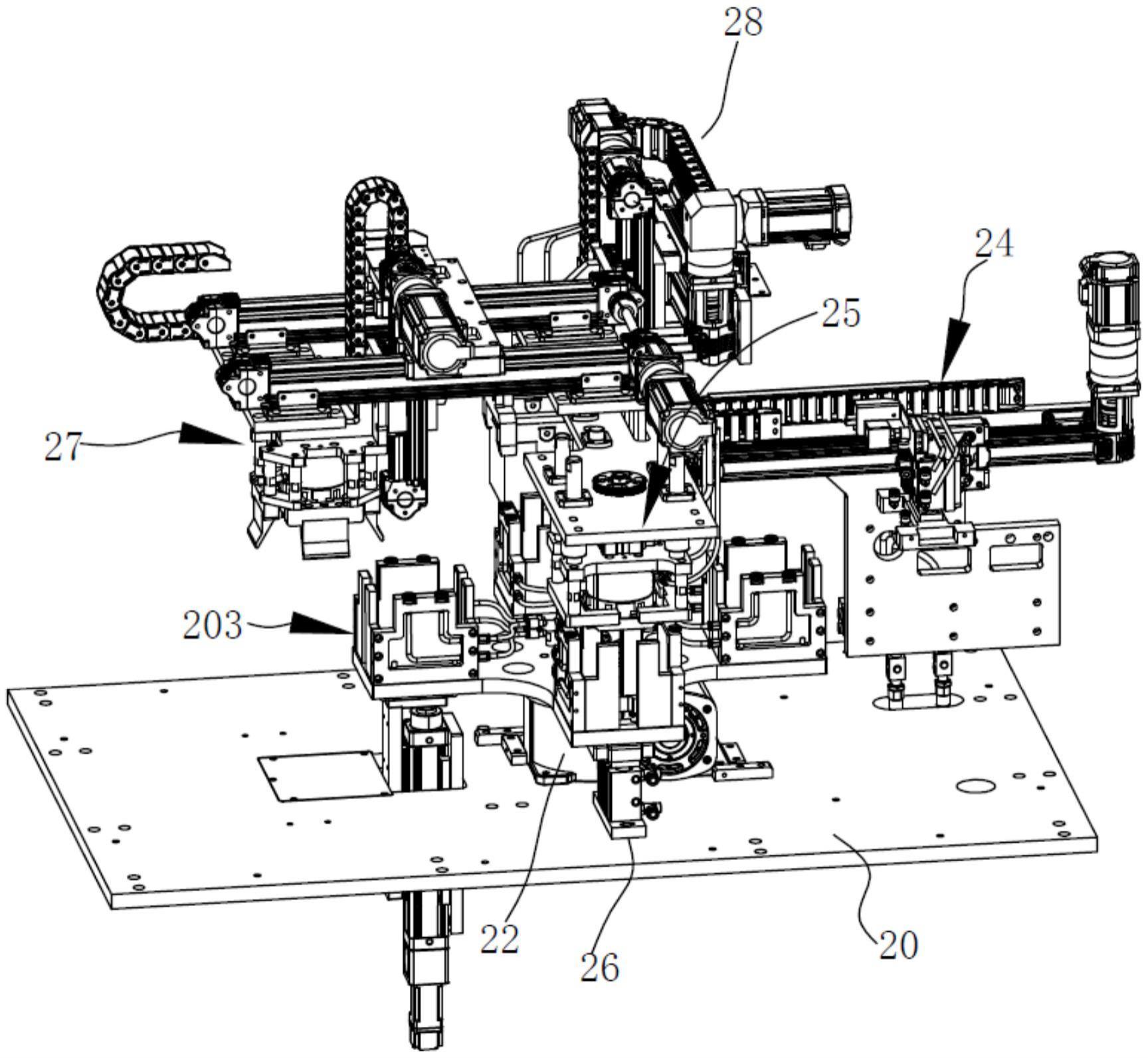
1.一种盒体花环转盘式组装结构,其特征在于:包括第三机体(20)、转动设置于第三机体(20)的载料转盘(21)、驱动载料转盘(21)间歇性转动的转动驱动机构(22)以及多个装配于载料转盘(21)的盒体载料模具(23);
2.根据权利要求1所述的一种盒体花环转盘式组装结构,其特征在于:所述第三机体(20)还安装有花环上料机械手(24),花环上料机械手(24)用于拾取花环并将花环移送至花环上料工位(201)。
3.根据权利要求2所述的一种盒体花环转盘式组装结构,其特征在于:所述花环上料机械手(24)包括架设于第三机体(20)的水平固定板(240)、设于水平固定板(240)的平移驱动源(241)、驱动连接于平移驱动源(241)的平移取料座(242)、安装于平移取料座(242)的纵向驱动气缸(243)以及驱动连接于纵向驱动气缸(243)的吸料板(244),吸料板(244)安装有多个吸料吸盘(245)。
4.根据权利要求1所述的一种盒体花环转盘式组装结构,其特征在于:所述组合装配工位(202)还设置有定位顶升模组(26),所述下压组合模组(25)与定位顶升模组(26)分别设于所述盒体载料模具(23)的上下两侧,定位顶升模组(26)伸入盒体载料模具(23)顶升盒体以使盒体定位在盒体载料模具(23)内,以配合下压组合模组(25)插入盒体载料模具(23)内下压花环内边。
5.根据权利要求4所述的一种盒体花环转盘式组装结构,其特征在于:所述下压组合模组(25)包括下压固定座(250)、安装于下压固定座(250)的下压气缸(251)、滑动连接于下压固定座(250)的下压滑座(252)、设于下压滑座(252)中部的贴合手指气缸(253)以及两个分别设于下压滑座(252)左右两侧的下压定位块(254),贴合手指气缸(253)装配有多个贴合压块(255),在下压定位块(254)下移挡止于盒体载料模具(23)时,贴合手指气缸(253)驱动各个贴合压块(255)将花环的内边贴合于盒体的内壁。
6.根据权利要求1所述的一种盒体花环转盘式组装结构,其特征在于:各个所述盒体载料模具(23)均包括第一挡板(230)和第二挡板(231),第一挡板(230)与第二挡板(231)分别间隔并平行设置,以形成一用于限位盒体的盒体定位槽。
7.根据权利要求6所述的一种盒体花环转盘式组装结构,其特征在于:所述第一挡板(230)和第二挡板(231)均装配有若干个用于吸附花环的定位吸盘(232)。
8.根据权利要求1所述的一种盒体花环转盘式组装结构,其特征在于:所述成品下料工位(203)设置有下料机械手(27),下料机械手(27)包括架设于第三机体(20)的横移到位驱动源(270)、装配于横移到位驱动源(270)的纵移驱动源(271)、传动连接于纵移驱动源(271)的取放料座(272)以及多个装配于取放料座(272)的取放夹爪(273)。
9.根据权利要求8所述的一种盒体花环转盘式组装结构,其特征在于:所述取放料座(272)的中部装配有取放手指气缸(274),取放手指气缸(274)装配有多个取放压块(275),取放压块(275)与取放夹爪(273)配合使用。
技术总结
本技术公开了一种盒体花环转盘式组装结构,其包括第三机体、转动设置于第三机体的载料转盘、驱动载料转盘间歇性转动的转动驱动机构以及多个装配于载料转盘的盒体载料模具;第三机体设置有盒体上料工位、花环上料工位、组合装配工位以及成品下料工位,盒体上料工位、花环上料工位、组合装配工位和成品下料工位围绕载料转盘的中心设置,每个盒体载料模具分别设置在对应的工位。本技术通过转动设置的载料转盘实现了花环、盒体在同一空间同时完成多个工序,提高酒盒组装生产线的生产效率,使设备布局更加紧凑,酒盒组装生产线占地空间更小。
技术研发人员:饶争力
受保护的技术使用者:广东力顺源智能自动化有限公司
技术研发日:20230711
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!