一种快速切换多工位段刺孔装置的制作方法
本技术涉及制袋设备,具体涉及一种快速切换多工位段刺孔装置。
背景技术:
1、阀口袋是一种用于包装的袋子,具有容量大、密封性好、耐腐蚀等特点,因此被广泛应用于化工、食品、医药等领域。制筒机作为阀口袋生产的前端工序设备,在加工过程中需要刺孔装置将阀口袋基材进行刺孔,进而形成透气孔。目前阀口袋生产企业的客户订单总体上是多品种、小批量、筒袋的规格型号不定的情况,频繁的更换刺孔辊的规格型号是常态,以适应不同的需求,传统更换刺透气孔时,通常需要人工将刺孔辊拆下,之后再更换新的刺孔辊,操作费时费力,更换速度慢、存在安全性问题,制约生产效率。
技术实现思路
1、鉴于背景技术的不足,本实用新型所要解决的技术问题是提供一种用于解决上述问题的快速切换多工位段刺孔装置。
2、为此,本实用新型是采用如下方案来实现的:
3、一种快速切换多工位段刺孔装置,其特征在于包括设置在架板上的转动轴,所述转动轴与转动盘连接,对应所述转动轴设置有定位组件,所述转动盘上环绕地安装有多个刺孔辊,所述刺孔辊的端部设置有第一轴承,还包括传动滑轨,随着转动盘转动,刺孔辊上的第一轴承可伸入到滑轨内,所述滑轨连接在摆动臂上,所述摆动臂与摆动驱动组件连接。
4、在所述转动盘上还环绕地设置有与刺孔辊数量对应的挡料轴,所述挡料轴外侧壁与转动盘中心线之间的距离大于刺孔辊上刺孔针与转动盘中心线之间的距离。
5、所述摆动驱动组件包括同步轮,所述同步轮与驱动电机传动连接,所述同步轮上连接有传动盘,所述传动盘上开设有凸轮槽,还包括第一传动臂,所述第一传动臂的一端设置有第二轴承,所述第二轴承卡入到凸轮槽内,所述第一传动臂的另一端与传动轴连接,所述摆动臂的一端连接在传动轴上。
6、所述定位组件包括定位销,所述转动轴的一端连接有手柄,所述定位销活动设置在手柄上,在架板上环绕设置有与刺孔辊数量相对应的定位孔,所述定位销可插入到定位孔内。
7、上述技术方案的一种快速切换多工位段刺孔装置,通过设置转动盘,并在转动盘上环绕设置多个不同规格的刺孔辊,通过控制转动盘转动,可以切换所需规格的刺孔辊转动至加工工位,之后再通过摆动臂带动滑轨动作,进而带动对应的刺孔辊动作,来实现刺孔加工,取代了传统的单根刺孔辊拆卸更换的方式,极大地提升了刺孔辊更换的效率和设备整体的生产效率,并降低了工人更换操作的劳动强度,提供更好的用户使用体验。
技术特征:
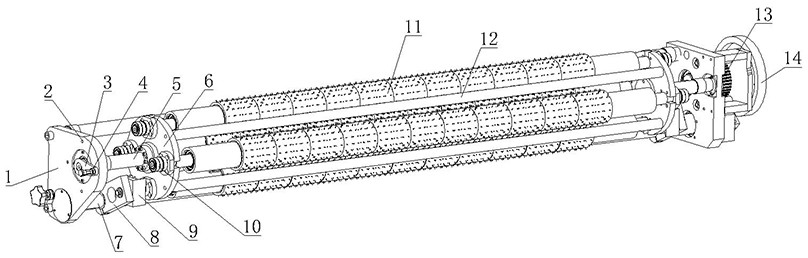
1.一种快速切换多工位段刺孔装置,其特征在于包括设置在架板(1)上的转动轴(5),所述转动轴(5)与转动盘(6)连接,对应所述转动轴(5)设置有定位组件,所述转动盘(6)上环绕地安装有多个刺孔辊(11),所述刺孔辊(11)的端部设置有第一轴承(10),还包括传动滑轨(9),随着转动盘(6)转动,刺孔辊(11)上的第一轴承(10)可伸入到滑轨(9)内,所述滑轨(9)连接在摆动臂(8)上,所述摆动臂(8)与摆动驱动组件连接。
2.根据权利要求1所述的一种快速切换多工位段刺孔装置,其特征在于在所述转动盘(6)上还环绕地设置有与刺孔辊(11)数量对应的挡料轴(12)。
3.根据权利要求1所述的一种快速切换多工位段刺孔装置,其特征在于所述摆动驱动组件包括同步轮(13),所述同步轮(13)与驱动电机传动连接,所述同步轮(13)上连接有传动盘(14),所述传动盘(14)上开设有凸轮槽(15),还包括第一传动臂(17),所述第一传动臂(17)的一端设置有第二轴承(16),所述第二轴承(16)卡入到凸轮槽(15)内,所述第一传动臂(17)的另一端与传动轴(7)连接,所述摆动臂(8)的一端连接在传动轴(7)上。
4.根据权利要求1所述的一种快速切换多工位段刺孔装置,其特征在于所述定位组件包括定位销(4),所述转动轴(5)的一端连接有手柄(3),所述定位销(4)活动设置在手柄(3)上,在架板(1)上环绕设置有与刺孔辊(11)数量相对应的定位孔(2),所述定位销(4)可插入到定位孔(2)内。
技术总结
本技术公开了一种快速切换多工位段刺孔装置,其特征在于包括设置在架板上的转动轴,所述转动轴与转动盘连接,对应所述转动轴设置有定位组件,所述转动盘上环绕地安装有多个刺孔辊,所述刺孔辊的端部设置有第一轴承,还包括传动滑轨,随着转动盘转动,刺孔辊上的第一轴承可伸入到滑轨内,所述滑轨连接在摆动臂上,所述摆动臂与摆动驱动组件连接。本技术结构简单,设计合理,能够方便地实现不同规格刺孔辊的切换,有效提升设备整体的生产效率。
技术研发人员:吴宁,吴刚,方建设
受保护的技术使用者:浙江汉辰科技有限公司
技术研发日:20230925
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!