一种加热均匀的热压模具的制作方法
本技术属于热压模具,特别涉及一种加热均匀的热压模具。
背景技术:
1、纸浆模塑制品要达到预期的尺寸、形状,产品必须要经过热压模具高温高压定型,这就需要对铝材热压模具进行加热、保温,传统的模具加热方法是在铝材加热板上掏孔,将电加热棒放到孔中,通过热电偶控制加热温度,再将铝材热压模具固定在加热板上,通过电加热棒使加热板升温,加热板再将温度传递给热压模具,这种方法存在一下弊端:
2、1、加热棒需要先加热加热板,再通过热传递给热压模具升温,这样热压模具达到需要的温度需要很长时间,影响生产效率。
3、2、加热棒在模具底层加热板上横向排布,热电偶连接加热板,而纸浆模塑制品模具具有一定深度,而热电偶只能检测热压模具底层加热板温度,将会导致热压模具顶端与底层温度有差异,模具温度不均匀,模具热胀冷缩系数不一致,导致产品尺寸有偏差。
4、3、纸浆模塑制品在热压模具内定型时,需要蒸发掉纸浆模塑制品的大量水分,导致热压模具温度降低,需要及时给热压模具加热升温。但目前这种加热方式加热棒需要先加热加热板,再通过热传递给热压模具升温,热压模具升温具有一定的迟缓性,导致在连续生产时,热压模具升温不及时,导致产品在规定的时间内水分蒸发量不足,产品含水率超标;
5、因此,我们希望设计一种具有新型结构的热压模具,从而解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种加热均匀的热压模具,解决上述背景技术中提出的问题。
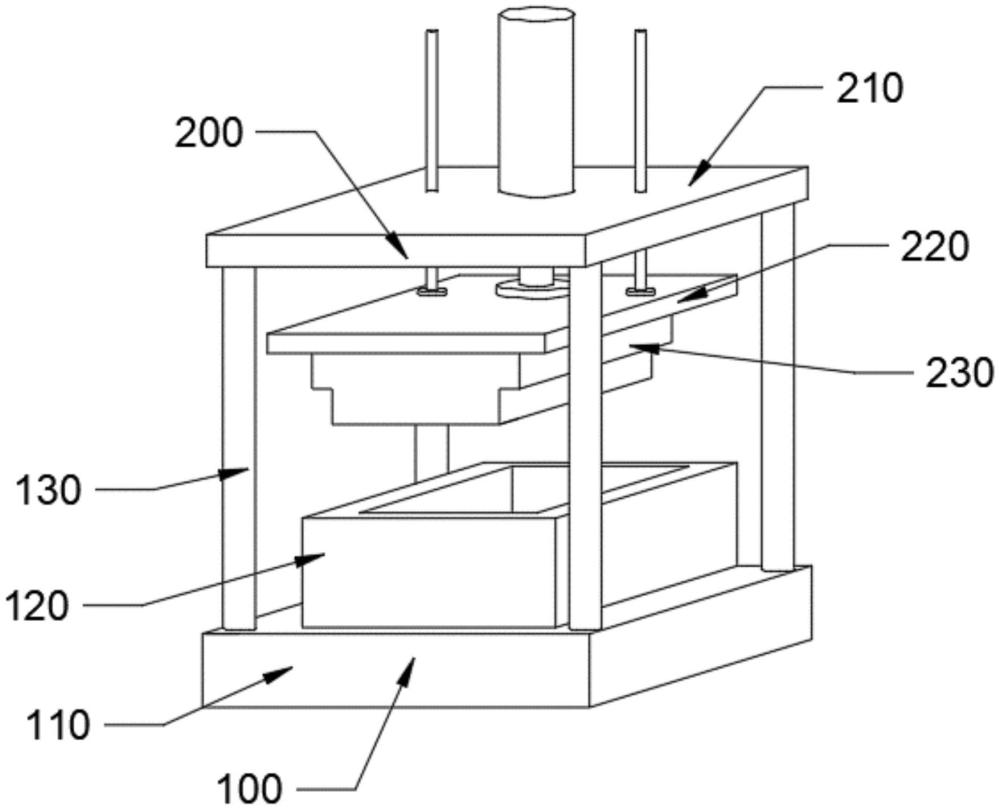
2、本实用新型通过以下的技术方案实现:一种加热均匀的热压模具,包括:下工作台、上工作台,所述下工作台上侧安装有上工作台,所述下工作台包括底座、下模具以及支撑柱,所述底座上边中间安装有下模具,所述底座上表面四个拐角分别焊接有一根支撑柱;
3、所述上工作台包括顶板、安装板、上模具,所述顶板上表面中间安装有驱动件,所述驱动件下端与安装板上表面中间固定连接,所述安装板上表面左侧、右侧分别与一根导向杆下端固定连接;
4、两根所述导向杆上端分别线上贯穿顶板且与顶板滑动连接,所述安装板下表面安装有上模具,所述上模具位于下模具正上方。
5、作为一优选的实施方式,所述下模具包括模具本体一、加热棒一,所述模具本体一上端左侧从后向前开设有多个等间距分布的安装孔一。
6、作为一优选的实施方式,所述模具本体一上端右侧从后向前开设有多个等间距分布的安装孔一,所述模具本体一左端、右端的安装孔一的数量相同,所述模具本体一左端、右端的安装孔一分布位置相互对称。
7、作为一优选的实施方式,所述安装孔一为一种盲孔,每一个所述安装孔一内均安装有一根加热棒一,多根所述加热棒一通过电源线串联,多根所述加热棒一通过电源线、控制器与电源电性连接,在实际使用中,通过直接在下模具的左端、右端内部开设多个安装孔一,并在多个安装孔一内安装加热棒一,能够更快的对下模具进行加热,使得整个下模具的温度更加均匀,提升产品的生产质量。
8、作为一优选的实施方式,所述上模具包括模具本体二、加热棒二,所述模具本体二左端从后向前开设有多个等间距分布的安装孔二。
9、作为一优选的实施方式,所述模具本体二右端从后向前开设有多个等间距分布的安装孔二,所述模具本体二左端、右端的安装孔二的数量相同,所述模具本体二左端、右端的安装孔二分布位置相互对称,在实际使用中,通过直接在上模具的左端、右端内部直接开设多个安装孔二,并在安装孔二内安装加热棒二,能够直接对上模具进行加热,无需进行热量传导,使得上模具更快被加热,能够提升工作效率。
10、作为一优选的实施方式,所述安装孔二为一种盲孔,每一个所述安装孔二内均安装有一根加热棒二,多根所述加热棒二通过电源线串联,多根所述加热棒二通过电源线、控制器与电源电性连接;
11、所述加热棒一的规格与加热棒二的规格相同,所述安装孔一的规格与安装孔二的规格相同。
12、采用了上述技术方案后,本实用新型的有益效果是:通过取消原有下工作台上的下加热板,直接在下模具的左端、右端内部开设多个安装孔一,并在多个安装孔一内安装加热棒一,如此,加热棒产生的热量能够直接对下模具进行加热,无需进行热量传递,能够更快的对下模具进行加热,将下模具两侧的加热棒一由横向分布改为纵向分布,使得下模具由上到下温度比较均匀,有助于提升产品的生产质量;
13、通过取消原有上工作台上的上加热板,直接在下模具的左端、右端内部开设多个安装孔二,并在多个安装孔二内安装加热棒二,省去上加热板,加热棒二能够直接对上模具进行加热,使得上模具升温更快,将上模具两侧的加热棒二由横向分布改为纵向分布,使得上模具由上到下温度比较均匀,有助于提升产品的生产质量。
技术特征:
1.一种加热均匀的热压模具,包括:下工作台(100)、上工作台(200),其特征在于,所述下工作台(100)上侧安装有上工作台(200),所述下工作台(100)包括底座(110)、下模具(120)以及支撑柱(130),所述底座(110)上边中间安装有下模具(120),所述底座(110)上表面四个拐角分别焊接有一根支撑柱(130);
2.如权利要求1所述的一种加热均匀的热压模具,其特征在于:所述下模具包括模具本体一(121)、加热棒一(123),所述模具本体一(121)上端左侧从后向前开设有多个等间距分布的安装孔一(122)。
3.如权利要求2所述的一种加热均匀的热压模具,其特征在于:所述模具本体一(121)上端右侧从后向前开设有多个等间距分布的安装孔一(122),所述模具本体一(121)左端、右端的安装孔一(122)的数量相同,所述模具本体一(121)左端、右端的安装孔一(122)分布位置相互对称。
4.如权利要求3所述的一种加热均匀的热压模具,其特征在于:所述安装孔一(122)为一种盲孔,每一个所述安装孔一(122)内均安装有一根加热棒一(123),多根所述加热棒一(123)通过电源线串联,多根所述加热棒一(123)通过电源线、控制器与电源电性连接。
5.如权利要求4所述的一种加热均匀的热压模具,其特征在于:所述上模具(230)包括模具本体二(231)、加热棒二(233),所述模具本体二(231)左端从后向前开设有多个等间距分布的安装孔二(232)。
6.如权利要求5所述的一种加热均匀的热压模具,其特征在于:所述模具本体二(231)右端从后向前开设有多个等间距分布的安装孔二(232),所述模具本体二(231)左端、右端的安装孔二(232)的数量相同,所述模具本体二(231)左端、右端的安装孔二(232)分布位置相互对称。
7.如权利要求6所述的一种加热均匀的热压模具,其特征在于:所述安装孔二(232)为一种盲孔,每一个所述安装孔二(232)内均安装有一根加热棒二(233),多根所述加热棒二(233)通过电源线串联,多根所述加热棒二(233)通过电源线、控制器与电源电性连接;
技术总结
本技术提供一种加热均匀的热压模具,包括:下工作台、上工作台,所述下工作台上侧安装有上工作台,所述下工作台包括底座、下模具以及支撑柱,所述底座上边中间安装有下模具,所述底座上表面四个拐角分别焊接有一根支撑柱,与现有技术相比,本技术具有如下的有益效果:通过取消原有下工作台上的下加热板,将下模具两侧的加热棒一由横向分布改为纵向分布,使得下模具由上到下温度比较均匀,有助于提升产品的生产质量,通过取消原有上工作台上的上加热板,将上模具两侧的加热棒二由横向分布改为纵向分布,使得上模具由上到下温度比较均匀,有助于提升产品的生产质量。
技术研发人员:崔校奉,刘本有,丁玉成,冯坤
受保护的技术使用者:青岛永发模塑有限公司
技术研发日:20231212
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!