一种涤纶仿毛纤维的仿高低毛混合纺丝工艺的制作方法
本发明涉及合成纤维,更具体地,涉及一种涤纶仿毛纤维的仿高低毛混合纺丝工艺。
背景技术:
1、现有技术中,为获得更柔软舒适的仿毛织物,通常是将不同仿毛效果的高毛纱线、低毛纱线在后道识造工序中经偏轴头进行混合,也就是说若以切片为原料,就要经纺丝工艺、后道识造工艺后才能获得,生产流程长,操作繁琐,生产效率低。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,以简化、高效的方法制备出外观、物性符合要求、纤维织物具有理想染色性能和仿毛效果的纤维产品。
2、为了实现上述目的,本发明采用如下技术方案:
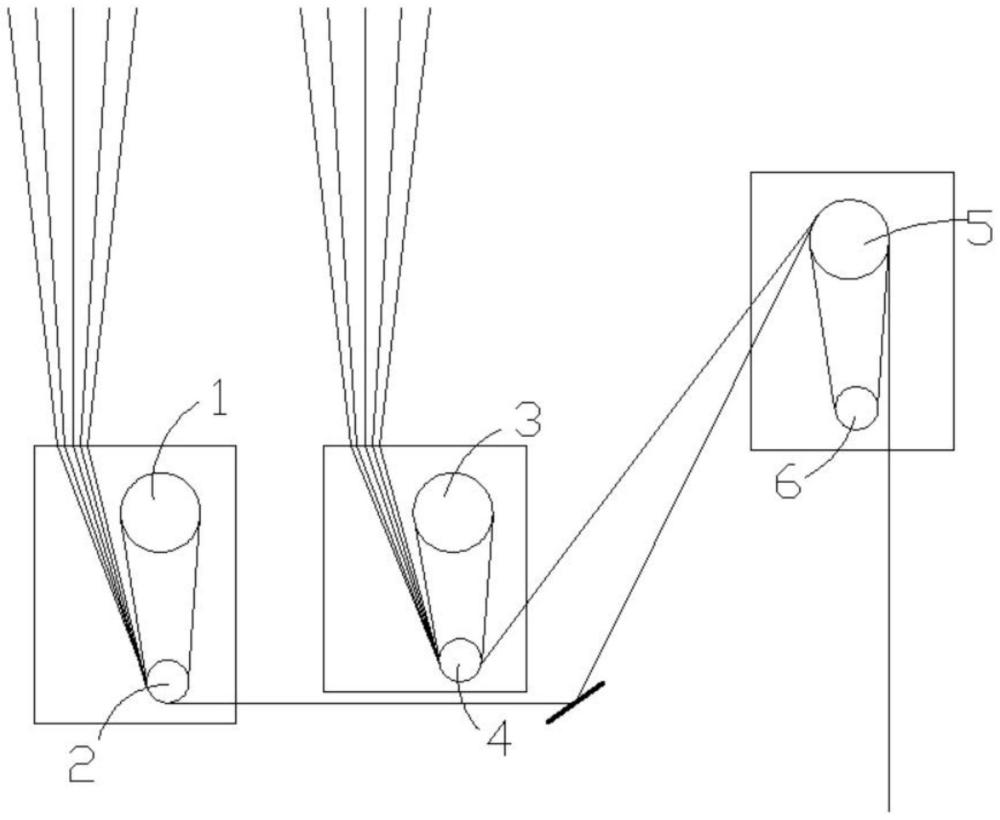
3、一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,通过在线添加法将经计量泵计量的母粒熔体注入主熔体管道中,与注入主熔体管道中的半消光pet熔体一并输入动态混合器中进行混合,然后将混合熔体分别输送至纺丝箱体中,纺丝箱体中设有两组纺丝组件,混合熔体分别压入两组纺丝组件中进行纺丝,形成初生纤维a和初生纤维b;初生纤维a、初生纤维b分别经无风区、侧吹风冷却、集束上油、预网络处理后,初生纤维a进入a牵伸辊、第二牵伸辊进行牵伸定型,初生纤维b进入b牵伸辊、第二牵伸辊进行牵伸定型,初生纤维a和初生纤维b在第二牵伸辊上合并复合,复合丝经卷绕处理,制得涤纶仿毛纤维;
4、a牵伸辊的速度为850~950m/min,温度为95~105℃;b牵伸辊的速度为1100~1300m/min,温度为85~98℃;第二牵伸辊的速度为4020~4060m/min,温度为135~145℃。
5、进一步的,母粒熔体为将干燥后的全消光pet母粒注入螺杆挤出机中进行熔融制得。
6、进一步的,螺杆挤出机共有5个加热区,各区加热温度分别为一区270~280℃、二区280~288℃、三区285~295℃、四区285~295℃、五区275~285℃。
7、进一步的,全消光pet母粒熔体占半消光pet熔体质量的2.8~5.5%。
8、进一步的,纺丝生成初生纤维a时,熔体经计量泵计量后压入一组纺丝组件,计量泵流量为64~72g/min;丝生成初生纤维b时,熔体经计量泵计量后压入另一组纺丝组件,计量泵流量为28~31.5g/min。
9、进一步的,两纺丝组件纺丝时的纺丝温度均为280~290℃。
10、进一步的,初生纤维a、初生纤维b的截面为毛毛虫状。
11、进一步的,初生纤维a、初生纤维b的侧吹风冷却、上油、网络处理条件相同;冷却风的风压为45~55pa,风速0.35~0.45m/s,油嘴高度为900~1100mm,集束导丝勾距离油嘴的距离为150~250mm,油剂浓度配比为15%,预网络压力为0.08mpa。
12、进一步的,卷绕速度为4000~4500m/min。
13、本发明的有益效果是:
14、本发明通过纺丝步骤、工艺参数、牵伸路线等的改进,实现了将现有技术中后道织造工序(不同仿毛效果高毛纱线、低毛纱线混合)前移到纤维的纺丝制造上,简化了生产工艺,提高了生产效率,所制备纤维外观、物化性能符合要求,纤维织物具有理想的染色性能和仿毛效果,能够满足客户需求。
技术特征:
1.一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,通过在线添加法将经计量泵计量的母粒熔体注入主熔体管道中,与注入主熔体管道中的半消光pet熔体一并输入动态混合器中进行混合,然后将混合熔体分别输送至纺丝箱体中,纺丝箱体中设有两组纺丝组件,混合熔体分别压入两组纺丝组件中进行纺丝,形成初生纤维a和初生纤维b;初生纤维a、初生纤维b分别经无风区、侧吹风冷却、集束上油、预网络处理后,初生纤维a进入a牵伸辊(1)、第二牵伸辊(5)进行牵伸定型,初生纤维b进入b牵伸辊(3)、第二牵伸辊(5)进行牵伸定型,初生纤维a和初生纤维b在第二牵伸辊(5)上合并复合,复合丝经卷绕处理,制得涤纶仿毛纤维;
2.根据权利要求1所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,母粒熔体为将干燥后的全消光pet母粒注入螺杆挤出机中进行熔融制得。
3.根据权利要求2所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,螺杆挤出机共有5个加热区,各区加热温度分别为一区270~280℃、二区280~288℃、三区285~295℃、四区285~295℃、五区275~285℃。
4.根据权利要求2所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,全消光pet母粒熔体占半消光pet熔体质量的2.8~5.5%。
5.根据权利要求1所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,纺丝生成初生纤维a时,熔体经计量泵计量后压入一组纺丝组件,计量泵流量为64~72g/min;丝生成初生纤维b时,熔体经计量泵计量后压入另一组纺丝组件,计量泵流量为28~31.5g/min。
6.根据权利要求1所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,两纺丝组件纺丝时的纺丝温度均为280~290℃。
7.根据权利要求1所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,初生纤维a、初生纤维b的截面为毛毛虫状。
8.根据权利要求1所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,初生纤维a、初生纤维b的侧吹风冷却、上油、网络处理条件相同;冷却风的风压为45~55pa,风速0.35~0.45m/s,油嘴高度为900~1100mm,集束导丝勾距离油嘴的距离为150~250mm,油剂浓度配比为15%,预网络压力为0.08mpa。
9.根据权利要求1所述一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,其特征在于,卷绕速度为4000~4500m/min。
技术总结
本发明公开一种涤纶仿毛纤维的仿高低毛混合纺丝工艺,通过在线添加法将母粒熔体注入主熔体管道中,与半消光PET熔体混合均匀,然后将混合熔体分别输送至纺丝箱体中,纺丝箱体中设有两组纺丝组件,混合熔体分别压入两组纺丝组件中进行纺丝,形成初生纤维A和初生纤维B;初生纤维A、初生纤维B分别经无风区、侧吹风冷却、集束上油、预网络处理后,初生纤维A进入A牵伸辊、第二牵伸辊进行牵伸定型,初生纤维B进入B牵伸辊、第二牵伸辊进行牵伸定型,两纤维在第二牵伸辊上合并,再经卷绕处理,制得涤纶仿毛纤维。本发明以简化、高效的方法制备出外观、物性符合要求、纤维织物具有理想染色性能和仿毛效果的纤维产品。
技术研发人员:章松革,余盛,傅玉成,张亚健,何广城,张建焕
受保护的技术使用者:浙江佳宝聚酯有限公司
技术研发日:
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!