高弹天然纤维素氨纶包芯纱及其加工工艺的制作方法
本发明属于纺织工业染色,具体涉及一种高弹天然纤维素氨纶包芯纱及其加工工艺。
背景技术:
1、随着人们生活水平的提高,运动、休闲类服装越来越受人们欢迎,对于弹性面料的需求量也越来越多。针对于弹性面料,如面包纱这种弹力较好可以达到30%左右,但是成本太高,过程复杂,操作难度大,效率低,不适合现在的生产;还有freefit纤维,成本高,弹力也难以达到要求;还有直接染色的纤维素氨纶包芯纱,无论成本还是操作难易程度上都比较理想,并且弹性在20%-30%之间,基本达到要求,但还存在几个质量难点,首先是内外颜色差大的问题,其次是内中外弹性差异大,还有就是挑疵大的问题。
2、申请号为202311033693.x的中国专利公开了一种高弹性涤棉氨纶包芯筒子纱的生产方法,包括松式络筒、前处理、染色、后处理、脱水烘干等工序,该发明采用改进的松式筒管对筒子纱染色,所述改进后的松式筒管即将一次性筒管与弹簧管套在一起,并将两端用密封圈密封固定,使用该方法纺出来的筒子纱内外层弹性、颜色及牢度都很均匀,但是弹性较小,外层弹性最高也仅到20.3%。
3、申请号为201810297413.9的中国专利公开了一种棉锦包芯氨纶筒子纱染色方法,该方法先在直径大的松式壳进行络筒,再使用机械挤压装置,以直径小的松式壳对直径大的松式壳挤压置换处理,取的缠绕在小直径松式壳上的松式筒子纱,使用该筒子纱染色,得到的色纱不存在色花和内外层弹性不一的问题;进一步地,选用活性染料eriofast染锦纶,增加了染料与锦纶纤维之间的化学结合力,解决了色牢度差的问题。但是该方法要采用机械作用挤压置换,损耗太大。
技术实现思路
1、本发明提供一种高弹天然纤维素氨纶包芯纱及其加工工艺,得到的天然纤维素氨纶包芯纱可以保持很高的弹性,且内外层弹性较为均匀,满足了色织面料天然纤维素氨纶包芯纱染色后的弹性要求。同时,所得到的染色后的高弹天然纤维素氨纶包芯纱还具有内外颜色均匀的优点。
2、本发明的技术方案为:
3、第一方面,公开了一种高弹天然纤维素氨纶包芯纱的加工工艺,包括以下步骤:
4、1)松式络筒:
5、将高弹天然纤维素氨纶包芯纱在松式络筒机上进行络筒,采用收缩染色管纺纱,调整松式络筒机参数,使纺出的纱个重0.95-1.5kg,密度0.28-0.32g/cm2,卷绕均匀;
6、3)前处理:
7、将卷绕均匀的高弹天然纤维素氨纶包芯纱进行前处理除杂;
8、3)染色:
9、将卷绕均匀的高弹天然纤维素氨纶包芯纱装笼后置于染缸内,然后关缸盖,入温水并向主缸内加入元明粉10-80g/l,保持10-15min后加入活性染料,保温10-20min后以1-1.5℃/min升温速率升温至60-90℃保持15-30min,加入纯碱10-25g/l,保温30-60min后排液;入温水,加入皂洗液,升温,保持10-15min后排液;
10、4)脱水烘干:
11、将染完色的高弹天然纤维素氨纶包芯纱吊入热风烘干机,在100-105℃下进行榨水烘干。
12、优选的,步骤1)中,所述松式络筒机为fadis络筒机,所述参数包括动程、张力和直径,调整动程在208-216,张力包括开机张力、初始张力和最终张力,分别在2-6、1-5、1-5范围内调整;调整最终直径在150-180cm。
13、优选的,所述天然纤维素氨纶包芯纱为棉氨纶包芯纱或麻氨纶包芯纱。
14、优选的,步骤2)中,所述前处理包括棉氨纶包芯纱的前处理或麻氨纶包芯纱的前处理,具体的处理方法为所述棉氨纶包芯纱前处理时加入的助剂及用量为精炼剂sae2-4g/l,烧碱2-4g/l,双氧水7-9g/l,中和酸0.5-2g/l,除氧酶0.1-0.5g/l;所述麻氨纶包芯纱前处理时加入的助剂及用量为螯合剂ex 3-5g/l,螯合剂red 1-2g/l,螯合剂sq-b 1-2g/l,精炼剂sae 2-4g/l,烧碱2-4g/l,双氧水7-9g/l,中和酸0.5-2g/l,除氧酶0.1-0.5g/l。
15、优选的,步骤2)中前处理温度为70-100℃,时间为20-40min。
16、优选的,步骤3)中温水的温度为40-50℃,活性染料为中温活性染料,为活性蓝、活性红、活性黄和活性黑中的一种或多种。
17、第二方面,公开了所述的高弹天然纤维素氨纶包芯纱的加工工艺制备出的高弹天然纤维素氨纶包芯纱。
18、本发明与现有技术相比,具有以下有益效果:
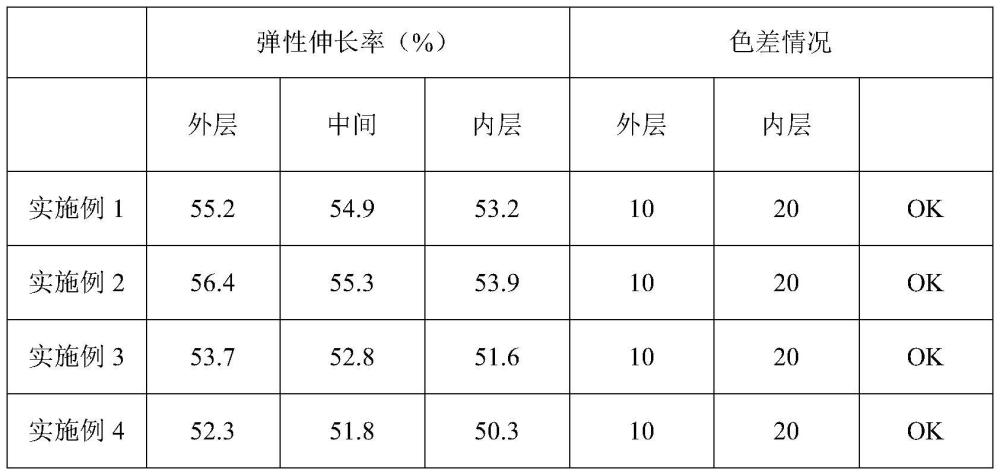
19、本发明的加工工艺不但能保留原包芯纱线的弹性,还能使其弹性增大,本发明工艺得到的色纱外层、中间、内层弹性均在50%以上;本发明加工工艺染色的高弹天然纤维素氨纶包芯纱织布,成品面料弹性高,既能减小染色前筒纱密度,又能保证染后内外颜色均匀,挑疵少,内中外弹性差异小。
技术特征:
1.高弹天然纤维素氨纶包芯纱的加工工艺,其特征在于,包括以下步骤:
2.如权利要求1所述的高弹天然纤维素氨纶包芯纱的加工工艺,其特征在于,步骤1)中,所述松式络筒机为fadis络筒机,所述参数包括动程、张力和直径,调整动程在208-216,张力包括开机张力、初始张力和最终张力,分别在2-6、1-5、1-5范围内调整;调整最终直径在150-180cm。
3.如权利要求1所述的高弹天然纤维素氨纶包芯纱的加工工艺,其特征在于,所述天然纤维素氨纶包芯纱为棉氨纶包芯纱或麻氨纶包芯纱。
4.如权利要求3所述的高弹天然纤维素氨纶包芯纱的加工工艺,其特征在于,步骤2)中,所述前处理包括棉氨纶包芯纱的前处理或麻氨纶包芯纱的前处理,具体的处理方法为所述棉氨纶包芯纱前处理时加入的助剂及用量为精炼剂sae 2-4g/l,烧碱2-4g/l,双氧水7-9g/l,中和酸0.5-2g/l,除氧酶0.1-0.5g/l;所述麻氨纶包芯纱前处理时加入的助剂及用量为螯合剂ex 3-5g/l,螯合剂red 1-2g/l,螯合剂sq-b 1-2g/l,精炼剂sae 2-4g/l,烧碱2-4g/l,双氧水7-9g/l,中和酸0.5-2g/l,除氧酶0.1-0.5g/l。
5.如权利要求1所述的高弹天然纤维素氨纶包芯纱的加工工艺,其特征在于,步骤2)中前处理温度为70-100℃,时间为20-40min。
6.如权利要求1所述的高弹天然纤维素氨纶包芯纱的加工工艺,其特征在于,步骤3)中温水的温度为40-50℃,活性染料为中温活性染料,为活性蓝、活性红、活性黄和活性黑中的一种或多种。
7.如权利要求1-6任一项所述的高弹天然纤维素氨纶包芯纱的加工工艺的制备出的高弹天然纤维素氨纶包芯纱。
技术总结
本发明公开了一种高弹天然纤维素氨纶包芯纱及其加工工艺,属于纺织工业染色技术领域。其技术方案为:1)松式络筒:将高弹天然纤维素氨纶包芯纱在松式络筒机上进行络筒,调整松式络筒机参数,使纺出的纱卷绕均匀;2)前处理:将卷绕均匀的高弹天然纤维素氨纶包芯纱进行前处理除杂;3)染色:将卷绕均匀的高弹天然纤维素氨纶包芯纱装笼后置于染缸内,然后关缸盖,入温水并向主缸内加入元明粉、活性染料,再加入纯碱和皂洗液,升温,保持10‑15min后排液;4)脱水烘干:将染完色的高弹天然纤维素氨纶包芯纱吊入热风烘干机,在100‑105℃下进行榨水烘干。本发明工艺得到的色纱外层、中间、内层弹性均在50%以上。
技术研发人员:郭恒,李凯,邢成利,史胜卿,沈希慧,姜楠,孙晓骞
受保护的技术使用者:山东鲁联新材料有限公司
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!