一种无铝内衬纸及其制备方法与流程
本申请涉及烟用包装纸,特别是涉及一种无铝内衬纸及其制备方法。
背景技术:
1、卷烟内衬纸是衬于卷烟小盒内层、包裹卷烟的纸张,对香烟起一定的防潮保香等作用。
2、国内烟草行业广泛使用的是含铝的复合内衬纸,由铝箔、原纸和复合胶黏剂通过复合设备加工、分切而成。复合内衬纸具有良好的成型度和阻隔性,应用于卷烟包装成型的可塑性强,上机稳定性好,但其铝箔层较厚,对金属铝的消耗量较大。此外,在内衬纸复合加工过程中,需要使用含有苯类、醇类、酮类等挥发性有机溶剂的复合胶黏剂,既污染环境,对人体健康也有一定危害。
3、近年来,烟草行业逐渐推广应用了真空镀铝内衬纸、转移镀铝内衬纸和涂布内衬纸等新型内衬纸产品,可以减少对铝资源的使用、相对更易于降解。此外,也开发了不含铝的内衬纸。但实际使用过程中,少铝或无铝内衬纸往往应用效果不佳,例如成型效果不好,造成烟包烂包的现象。另外,少铝或无铝内衬纸阻隔性能也较差。
技术实现思路
1、为解决上述技术问题,本发明的第一个目的为提供一种无铝内衬纸;本发明的第二个目的为提供一种无铝内衬纸的制备方法;本申请提供的无铝内衬纸,解决了现有无铝内衬纸阻隔性较差的问题,具备较好的阻隔性,能够有效防止水蒸气的渗透,具备良好的应用特性;并且还具有无铝、无毒、可生物降解性高等环保特性。
2、本发明提供的技术方案如下:
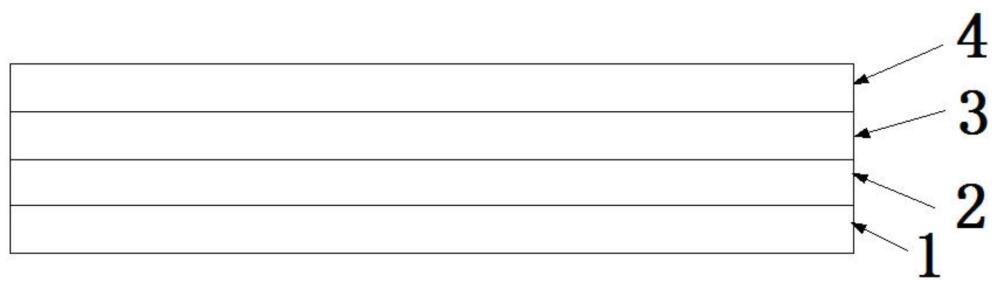
3、一种无铝内衬纸,包括第一原纸层、第二原纸层,以及位于第一原纸层与第二原纸层之间的阻隔胶层;所述第二原纸层远离阻隔胶层的一面还设有装饰层。
4、优选地,阻隔胶水包括以下重量份的原料:
5、醋酸乙烯-乙烯共聚乳液35-40重量份;
6、聚乙烯醇15-20重量份;
7、水49.5-55重量份。
8、优选地,阻隔胶水用量为5-10g/m2,胶水粘度为500~1000 cps。
9、优选地,阻隔胶层由阻隔胶水涂覆于第一原纸层或第二原纸层,然后将另一原纸层覆盖后加压复合形成。
10、优选地,加压复合时,施胶压力0.2-0.4mpa,复合压力0.4-0.5mpa。
11、优选地,加压复合后还进行干燥,干燥后阻隔胶层水分控制在4.0-5.0%。
12、优选地,所述装饰层为印刷层和/或压纹层。
13、一种上述任一项所述的无铝内衬纸的制备方法,包括以下步骤:
14、s1、将阻隔胶水涂覆于第一原纸层;
15、s2、将第二原纸层覆盖后加压复合,在第一原纸层与第二原纸层之间形成阻隔胶层;
16、s3、在第二原纸层远离阻隔胶层的一面印刷和/或压纹,形成装饰层。
17、优选地,步骤s2中,将第二原纸层覆盖后加压复合后,还进行烘干、冷却步骤;烘干时间5-10秒,烘干温度55℃±5℃。
18、优选地,还包括s4、分切的步骤。
19、本申请提供的无铝内衬纸,解决了现有无铝内衬纸阻隔性较差的问题,具备较好的阻隔性,能够有效防止水蒸气的渗透,具备良好的应用特性;并且还具有无铝、无毒、可生物降解性高等环保特性。
20、本申请提供的制备方法,工艺简单,使用现有设备可以实现,无需大规模改进设备。
技术特征:
1.一种无铝内衬纸,其特征在于,包括第一原纸层(1)、第二原纸层(2),以及位于第一原纸层(1)与第二原纸层(2)之间的阻隔胶层(3);所述第二原纸层(2)远离阻隔胶层(3)的一面还设有装饰层(4)。
2.根据权利要求1所述的无铝内衬纸,其特征在于,阻隔胶水包括以下重量份的原料:
3.根据权利要求2所述的无铝内衬纸,其特征在于,阻隔胶水用量为5-10g/m2,胶水粘度为500~1000 cps。
4.根据权利要求1-3中任一项所述的无铝内衬纸,其特征在于,阻隔胶层(3)由阻隔胶水涂覆于第一原纸层(1)或第二原纸层(2),然后将另一原纸层覆盖后加压复合形成。
5.根据权利要求4所述的无铝内衬纸,其特征在于,加压复合时,施胶压力0.2-0.4mpa,复合压力0.4-0.5mpa。
6.根据权利要求4所述的无铝内衬纸,其特征在于,加压复合后还进行干燥,干燥后阻隔胶层水分控制在4.0-5.0%。
7.根据权利要求1所述的无铝内衬纸,其特征在于,所述装饰层(4)为印刷层和/或压纹层。
8.一种权利要求1-7中任一项所述的无铝内衬纸的制备方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的无铝内衬纸的制备方法,其特征在于,步骤s2中,将第二原纸层(2)覆盖后加压复合后,还进行烘干、冷却步骤;烘干时间5-10秒,烘干温度55℃±5℃。
10.根据权利要求8所述的无铝内衬纸的制备方法,其特征在于,还包括s4、分切的步骤。
技术总结
本申请公开了一种无铝内衬纸,包括第一原纸层(1)、第二原纸层(2),以及位于第一原纸层(1)与第二原纸层(2)之间的阻隔胶层(3);所述第二原纸层(2)远离阻隔胶层(3)的一面还设有装饰层(4)。本申请还提供上述无铝内衬纸的制备方法。本申请提供的无铝内衬纸,解决了现有无铝内衬纸阻隔性较差的问题,具备较好的阻隔性,能够有效防止水蒸气的渗透,具备良好的应用特性;并且还具有无铝、无毒、可生物降解性高等环保特性。
技术研发人员:贾伟萍,刘文婷,黄轲,王波,程占刚,李陈巧,胡素霞
受保护的技术使用者:湖北中烟工业有限责任公司
技术研发日:
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!