一种人造草丝成型方法与流程
本发明属于草丝,具体为一种人造草丝成型方法。
背景技术:
1、人造草发展已有四十多年的历史,它最开始起源于美国,当时因为在顶棚底下的天然草无法生长,为了解决这个问题,采用了人造草坪。自此以后人造草坪从美国向世界范围内流行开来,人造草丝克服了天然草几个主要的难点:一是在极端的气候条件下无法生长;二是一些国家和地区由于经济原因无法支付高昂的维护费用;三是在一些带有顶棚的体育场馆内无法种植,除了这些之外,人造草还具有使用频率高,铺装容易、维护保养简单、排水快捷的特点,这些优点都使得人造草具有广阔的发展空间,但是现有技术中加工出来的人造草丝其硬度较高,表面摩擦力较大,质感与天然草相差甚远,缺乏天然草的柔软度与弹性,会导致运动员在落地时受伤的风险,对此,我们提出了一种人造草丝成型方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种人造草丝成型方法,以解决以上技术问题。
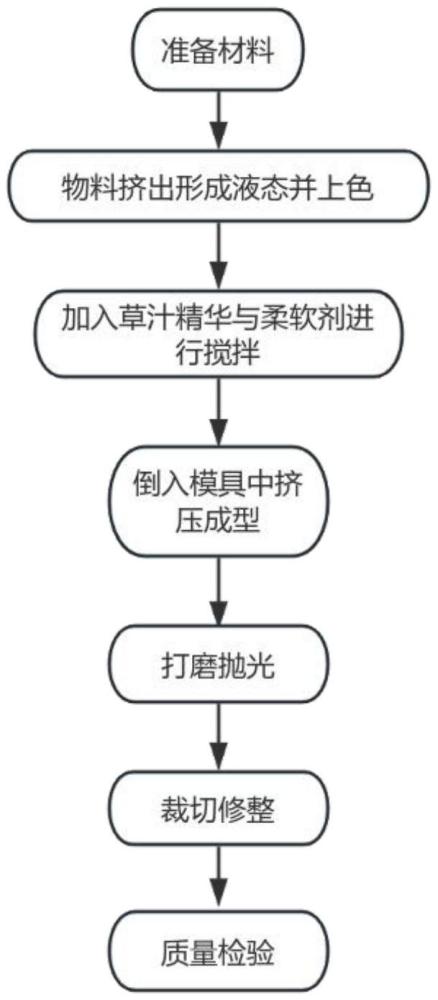
2、为实现上述目的,本发明提供如下技术方案:一种人造草丝成型方法,成型步骤为:
3、s1、准备如下份数的材料:聚丙烯100-500份、聚合物树脂10-900份、柔软剂10-320份、颜料10-220份与草汁精华10-850份;
4、s2、将准备好的聚丙烯与聚合物树脂颗粒送入挤出机中,通过高温与高压进行挤出,形成液态,并倒入颜料进行上色;
5、s3、将准备好的草汁精华倒入在原料液中,不断的进行搅拌混合均匀,在搅拌的过程中添加柔软剂;
6、s4、将混合后原料液倒入模具中,调整挤压的温度与压力,进行挤压成型,形成具有形状和尺寸的草片;
7、s5、将草片送入冷却区域中,进行冷却,对冷却后的草片外表面进行打磨抛光处理,抛去外表面存在的加工纹理;
8、s6、对抛光后的草片进行裁切,修整,将草片的高度与宽度裁剪整齐,形成草丝;
9、s7、对制备后的草丝进行质量检验,质量检验包括草丝的硬度与草丝表面摩擦力检测。
10、优选地,s1步骤中具体份数的材料为:聚丙烯500份、聚合物树脂600份、柔软剂90份、颜料110份与草汁精华620份。
11、优选地,s1步骤中聚丙烯为无规聚丙烯与共规聚丙烯其中的一种,聚合物树脂为天然树脂与合成树脂其中的一种,柔软剂为矿物油、石蜡、天然油脂与脂肪酸硫酸酯盐其中的一种,颜料的颜色为绿色,颜料为有机颜料,草汁精华从草本植物中所提取制得的汁液,草汁为青草汁。
12、优选地,聚丙烯与聚合物树脂的份数比例为5∶6,聚合物树脂与柔软剂的份数比例为6∶0.9,柔软剂与颜料的份数比例为0.9∶1.1,颜料与草汁精华的份数比例为1.1∶6.2。
13、优选地,s1步骤中草汁精华的提取步骤通过预先准备好新鲜的青草,将准备好的青草使用清水进行清洗,洗去表面的杂质污泥,将清洗过后的青草进行粉碎处理,使用压榨设备,将粉碎后的青草进行压榨,提取出汁液,将提取的汁液放在过滤网中进行过滤处理,去除汁液中的固体杂质,将过滤后的汁液进行存储备用。
14、优选地,s2步骤中挤出步骤通过对聚丙烯与聚合物树脂进行干燥处理,去除外表面存在的水分,将聚丙烯与聚合物树脂分别放入在挤出机中通过螺杆旋转,将熔融后的原料挤出来,形成液态,并在内部倒入颜料不断的搅拌,将颜料混合均匀。
15、优选地,s3步骤中搅拌的时间为2h,搅拌的速度为60r/min;在原料液中搅拌至1h后,对内部倒入柔软剂进行持续搅拌混合。
16、优选地,s4步骤中挤压的温度为70℃,挤压的压力为10mpa,模具的形状为长条薄片状;s5步骤中冷却的时间为1h,通过打磨机对草片的外表面进行打磨处理,去除掉外表面存在的凸起颗粒或加工纹理。
17、优选地,s6步骤中裁切通过切割机进行裁切;s7步骤中草丝的硬度检测步骤通过准备样本,使用夹具对选择的草丝样本固定在硬度计的测量台上,对草丝进行稳固,将硬度计放置在草丝样本上,施加压力,读取硬度计的显示指数,来完成对草丝的硬度检测。
18、优选地,s7步骤中草丝表面摩擦力的检测通过准备草丝样本,将草丝固定在桌面上,使用测量计,在草丝的一面上施加滑动的力,去记录下施加力的数值,在施加外力的情况下,草丝样品开始相对于测量面运动,使用应变计或其他测量装置记录测量面中产生的力,这个力即为摩擦力,进行多次测试,获得平均数值。
19、与现有技术相比,本发明的有益效果如下:
20、本申请通过在制备的材料中加入草汁精华,并在切割前,对草片外表面进行打磨处理,去除掉外表面存在的凸起颗粒或加工纹理,去降低草丝的硬度并降低草丝的摩擦力,还能够增加人造草丝的仿真度,并改善脚感,降低运动员在运动落地时受伤的风险,带来更好的体验感。
技术特征:
1.一种人造草丝成型方法,其特征在于,成型步骤为:
2.根据权利要求1所述的人造草丝成型方法,其特征在于,s1步骤中具体份数的材料为:聚丙烯500份、聚合物树脂600份、柔软剂90份、颜料110份与草汁精华620份。
3.根据权利要求1所述的人造草丝成型方法,其特征在于:s1步骤中聚丙烯为无规聚丙烯与共规聚丙烯其中的一种,聚合物树脂为天然树脂与合成树脂其中的一种,柔软剂为矿物油、石蜡、天然油脂与脂肪酸硫酸酯盐其中的一种,颜料的颜色为绿色,颜料为有机颜料,草汁精华从草本植物中所提取制得的汁液,草汁为青草汁。
4.根据权利要求2所述的人造草丝成型方法,其特征在于:聚丙烯与聚合物树脂的份数比例为5∶6,聚合物树脂与柔软剂的份数比例为6∶0.9,柔软剂与颜料的份数比例为0.9∶1.1,颜料与草汁精华的份数比例为1.1∶6.2。
5.根据权利要求1所述的人造草丝成型方法,其特征在于:s1步骤中草汁精华的提取步骤通过预先准备好新鲜的青草,将准备好的青草使用清水进行清洗,洗去表面的杂质污泥,将清洗过后的青草进行粉碎处理,使用压榨设备,将粉碎后的青草进行压榨,提取出汁液,将提取的汁液放在过滤网中进行过滤处理,去除汁液中的固体杂质,将过滤后的汁液进行存储备用。
6.根据权利要求1所述的人造草丝成型方法,其特征在于:s2步骤中挤出步骤通过对聚丙烯与聚合物树脂进行干燥处理,去除外表面存在的水分,将聚丙烯与聚合物树脂分别放入在挤出机中通过螺杆旋转,将熔融后的原料挤出来,形成液态,并在内部倒入颜料不断的搅拌,将颜料混合均匀。
7.根据权利要求1所述的人造草丝成型方法,其特征在于:s3步骤中搅拌的时间为2h,搅拌的速度为60r/min;在原料液中搅拌至1h后,对内部倒入柔软剂进行持续搅拌混合。
8.根据权利要求1所述的人造草丝成型方法,其特征在于:s4步骤中挤压的温度为70℃,挤压的压力为10mpa,模具的形状为长条薄片状;s5步骤中冷却的时间为1h,通过打磨机对草片的外表面进行打磨处理,去除掉外表面存在的凸起颗粒或加工纹理。
9.根据权利要求1所述的人造草丝成型方法,其特征在于:s6步骤中裁切通过切割机进行裁切;s7步骤中草丝的硬度检测步骤通过准备样本,使用夹具对选择的草丝样本固定在硬度计的测量台上,对草丝进行稳固,将硬度计放置在草丝样本上,施加压力,读取硬度计的显示指数,来完成对草丝的硬度检测。
10.根据权利要求1所述的人造草丝成型方法,其特征在于:s7步骤中草丝表面摩擦力的检测通过准备草丝样本,将草丝固定在桌面上,使用测量计,在草丝的一面上施加滑动的力,去记录下施加力的数值,在施加外力的情况下,草丝样品开始相对于测量面运动,使用应变计或其他测量装置记录测量面中产生的力,这个力即为摩擦力,进行多次测试,获得平均数值。
技术总结
本发明涉及草丝技术领域,具体涉及一种人造草丝成型方法,成型步骤为:S1、准备如下份数的材料:聚丙烯100‑500份、聚合物树脂10‑900份、柔软剂10‑320份、颜料10‑220份与草汁精华10‑850份;S2、将准备好的聚丙烯与聚合物树脂颗粒送入挤出机中,通过高温与高压进行挤出,形成液态,并倒入颜料进行上色;S3、将准备好的草汁精华倒入在原料液中,不断的进行搅拌混合均匀,在搅拌的过程中添加柔软剂。本申请通过在制备的材料中加入草汁精华,并在切割前,对草片外表面进行打磨处理,去除掉外表面存在的凸起颗粒或加工纹理,去降低草丝的硬度并降低草丝的摩擦力,还能够增加人造草丝的仿真度,并改善脚感,降低运动员在运动落地时受伤的风险。
技术研发人员:秦春霞
受保护的技术使用者:纵横优仪(江苏)科技有限公司
技术研发日:
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!