高速单缝水性涂层吸管机的制作方法
本申请涉吸管制造,尤其是涉及高速单缝水性涂层吸管机。
背景技术:
1、吸管作为日常生活中不可或缺的用品,其生产技术的发展一直受到广泛关注。传统的吸管生产方式通常涉及从大卷筒纸张的分切到吸管成型、裁切的独立步骤,这一过程不仅效率低下,而且成本高昂。
2、具体而言,传统工艺中通常采用单线作业,即从大卷筒纸张的分切到吸管的成型、裁切,每一步骤都是独立进行的,这不仅限制了生产效率,还增加了生产成本。
技术实现思路
1、为了提高吸管的生产效率、节约生产成本,本申请提供高速单缝水性涂层吸管机。
2、本申请提供的高速单缝水性涂层吸管机采用如下的技术方案:
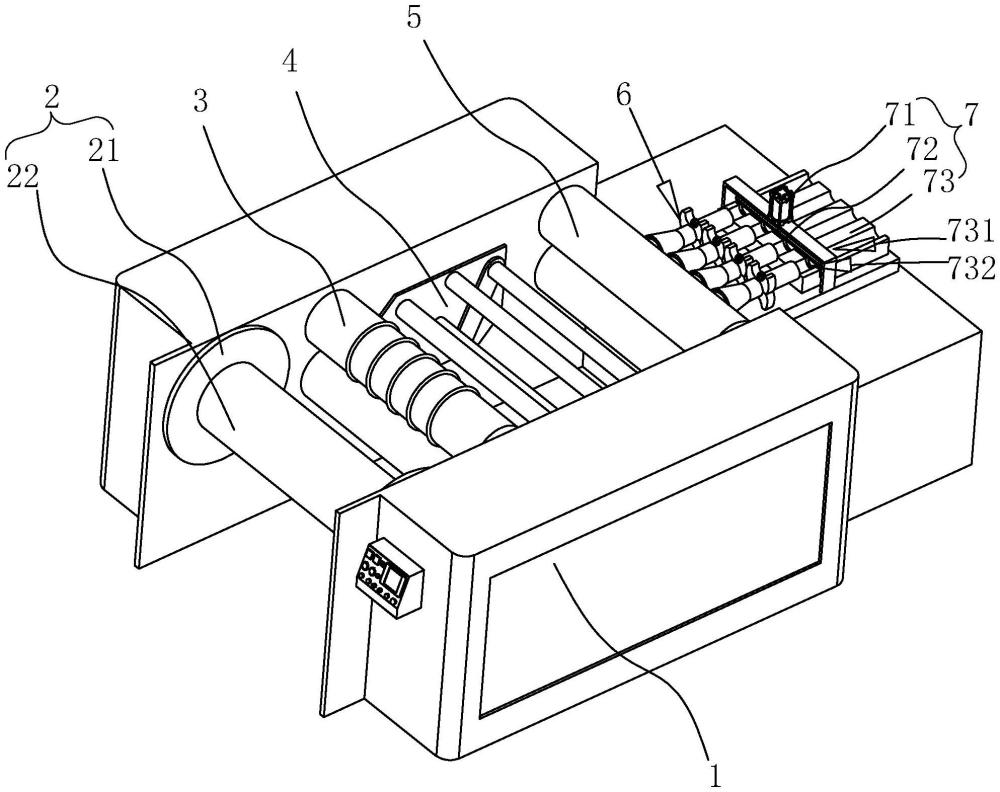
3、高速单缝水性涂层吸管机,包括:
4、放卷机构,所述放卷机构用于放卷纸张;
5、纵向模切机构,所述纵向模切机构位于所述放卷机构后端,所述纵向模切机构用于对纸张进行纵切;
6、纠偏机构,所述纠偏机构位于所述纵向模切机构的一侧,所述纠偏机构供纸张绕设以调整纸张输送方向;
7、牵引机构,所述牵引机构位于所述纠偏机构的后端,所述牵引机构配合所述放卷机构实现纸张水平的输送;
8、成型机构,所述成型机构设置有若干组,若干组所述成型机构沿水平方向排列,所述成型机构包括外套筒和内套筒,所述外套筒与所述内套筒均为中通设置且插接配合,所述外套筒和所述内套筒之间形成成型槽;
9、切割机构,所述切割机构位于所述成型槽的槽口的一侧,所述切割机构用于切割纸张。
10、优选的,放卷机构包括支架和转动连接于支架上的放卷轴,放卷轴用于套装纸卷。
11、优选的,所述纠偏机构包括纠偏辊和驱动装置,所述驱动装置驱动纠偏辊转动以调整纸张输送方向。
12、优选的,所述成型机构还包括热压成型组件,所述热压成型组件包括驱动电机、热压辊以及从动辊,所述驱动电机安装于所述外套筒的外侧,所述热压辊同轴固定于所述驱动电机的输出轴,所述从动辊转动承载于所述内套筒的内壁,所述热压辊与所述从动辊相互平行,所述外套筒和所述内套筒均开设有让位槽,所述让位槽供所述热压辊和所述从动辊让位,所述热压辊与所述从动辊之间形成的间隙位于所述成型槽内。
13、优选的,所述外套筒和所述内套筒的一端均向外侧扩张,所述外套筒和所述内套筒扩张的一端为纸张的进料端。
14、优选的,所述外套筒和所述内套筒之间设置有固定块,所述固定块位于所述外套筒和所述内套筒扩张的一端,所述固定块分别与所述外套筒的内壁以及所述内套筒的外壁固定。
15、优选的,所述切割机构包括驱动气缸、切刀以及承载台,所述承载台位于所述成型槽的一侧,所述承载台用于承载从所述成型槽送出的纸张,所述驱动气缸位于所述承载台上方,所述切刀安装于所述驱动气缸的活塞杆,所述切刀沿竖直方向运动。
16、优选的,所述承载台的上表面沿水平方向开设有若干个定位槽,所述定位槽的形状与吸管的形状相适配,所述承载台上还开设有若干个让位槽,所述让位槽与所述定位槽连通,所述让位槽的位置与所述切刀的位置对应。
17、优选的,所述成型机构的数量和所述定位槽的数量可调整以满足不同生产需求。
18、优选的,还包括控制系统,用于控制所述放卷机构、所述纵向模切机构、所述纠偏机构、所述牵引机构、所述成型机构和所述切割机构的协同工作。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1. 通过将大卷筒纸张的纵切、纠偏、牵引、成型和裁切等工序集成在一台设备上,实现了连续化、自动化生产,避免了传统工艺中各步骤独立操作导致的效率损失。特别是,多组成型机构的并行设置,使得单台设备能够同时处理多个小卷筒,相当于拥有多条生产线,大幅提高了生产效率;
21、2. 集成化的设计减少了生产过程中的物料搬运和人工干预,降低了生产成本。同时,自动化程度的提高也有助于减少生产过程中的废品率,进一步节约了原材料成本。此外,高速单缝水性涂层吸管机的使用,通过提高生产效率,降低了单位产品的人工和能源消耗,从而在整体上实现了成本的节约。
技术特征:
1.高速单缝水性涂层吸管机,其特征在于,包括:
2.根据权利要求1所述的高速单缝水性涂层吸管机,其特征在于,放卷机构(2)包括支架(21)和转动连接于支架(21)上的放卷轴(22),放卷轴(22)用于套装纸卷。
3.根据权利要求1所述的高速单缝水性涂层吸管机,其特征在于,所述纠偏机构(4)包括纠偏辊和驱动装置,所述驱动装置驱动纠偏辊转动以调整纸张输送方向。
4.根据权利要求1所述的高速单缝水性涂层吸管机,其特征在于,所述成型机构(6)还包括热压成型组件(64),所述热压成型组件(64)包括驱动电机(641)、热压辊(642)以及从动辊(643),所述驱动电机(641)安装于所述外套筒(62)的外侧,所述热压辊(642)同轴固定于所述驱动电机(641)的输出轴,所述从动辊(643)转动承载于所述内套筒(63)的内壁,所述热压辊(642)与所述从动辊(643)相互平行,所述外套筒(62)和所述内套筒(63)均开设有让位槽(732),所述让位槽(732)供所述热压辊(642)和所述从动辊(643)让位,所述热压辊(642)与所述从动辊(643)之间形成的间隙位于所述成型槽(621)内。
5.根据权利要求4所述的高速单缝水性涂层吸管机,其特征在于,所述外套筒(62)和所述内套筒(63)的一端均向外侧扩张,所述外套筒(62)和所述内套筒(63)扩张的一端为纸张的进料端。
6.根据权利要求5所述的高速单缝水性涂层吸管机,其特征在于,所述外套筒(62)和所述内套筒(63)之间设置有固定块(623),所述固定块(623)位于所述外套筒(62)和所述内套筒(63)扩张的一端,所述固定块(623)分别与所述外套筒(62)的内壁以及所述内套筒(63)的外壁固定。
7.根据权利要求1所述的高速单缝水性涂层吸管机,其特征在于,所述切割机构(7)包括驱动气缸(71)、切刀(72)以及承载台(73),所述承载台(73)位于所述成型槽(621)的一侧,所述承载台(73)用于承载从所述成型槽(621)送出的纸张,所述驱动气缸(71)位于所述承载台(73)上方,所述切刀(72)安装于所述驱动气缸(71)的活塞杆,所述切刀(72)沿竖直方向运动。
8.根据权利要求7所述的高速单缝水性涂层吸管机,其特征在于,所述承载台(73)的上表面沿水平方向开设有若干个定位槽(731),所述定位槽(731)的形状与吸管的形状相适配,所述承载台(73)上还开设有若干个让位槽(732),所述让位槽(732)与所述定位槽(731)连通,所述让位槽(732)的位置与所述切刀(72)的位置对应。
9.根据权利要求8所述的高速单缝水性涂层吸管机,其特征在于,所述成型机构(6)的数量和所述定位槽(731)的数量可调整以满足不同生产需求。
10.根据权利要求1所述的高速单缝水性涂层吸管机,其特征在于,还包括控制系统,用于控制所述放卷机构(2)、所述纵向模切机构(3)、所述纠偏机构(4)、所述牵引机构(5)、所述成型机构(6)和所述切割机构(7)的协同工作。
技术总结
本发明公开了一种高速单缝水性涂层吸管机,旨在解决传统吸管生产中效率低下和成本高昂的问题,该吸管机包括放卷机构、纵向模切机构、纠偏机构、牵引机构、成型机构以及切割机构,放卷机构用于放卷纸张,纵向模切机构对纸张进行纵切,纠偏机构调整纸张输送方向,牵引机构实现纸张的水平输送,成型机构设置有若干组,每组包括外套筒和内套筒,两者插接配合形成成型槽,切割机构位于成型槽槽口一侧,用于切割纸张,本发明通过集成化设计,实现了吸管生产的连续化和自动化,显著提高了生产效率,同时有效节约了生产成本,为吸管制造业提供了一种高效、经济的生产解决方案。
技术研发人员:张安国,王子龙
受保护的技术使用者:江西锐泽纸基环保新材料有限公司
技术研发日:
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!