一种适用于缠绕工艺的碳纤维的制备方法与流程
本发明属于机高分子材料,具体涉及一种适用于缠绕工艺的碳纤维的制备方法。
背景技术:
1、缠绕成型工艺是将经过树脂胶液的连续纤维按照一定规律缠绕到芯模上,然后经过固化、脱模,获得制品。分为干法缠绕、湿法缠绕和半干法缠绕三种,三种方法中,以湿法缠绕应用最为普遍。缠绕成型的原材料主要是纤维增强材料、树脂和填料。碳纤维纱就是纤维增强材料的一种。要满足缠绕成型的使用要求,除了提出本身性能指标外,对碳纤维耐磨性等也提出了相应的要求,而现有技术中的碳纤维耐磨性较低,无法满足现有的技术需求。
2、公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明的目的在于提供一种适用于缠绕工艺的碳纤维的制备方法,其能够。
2、为了实现上述目的,本发明一具体实施例提供的技术方案如下:
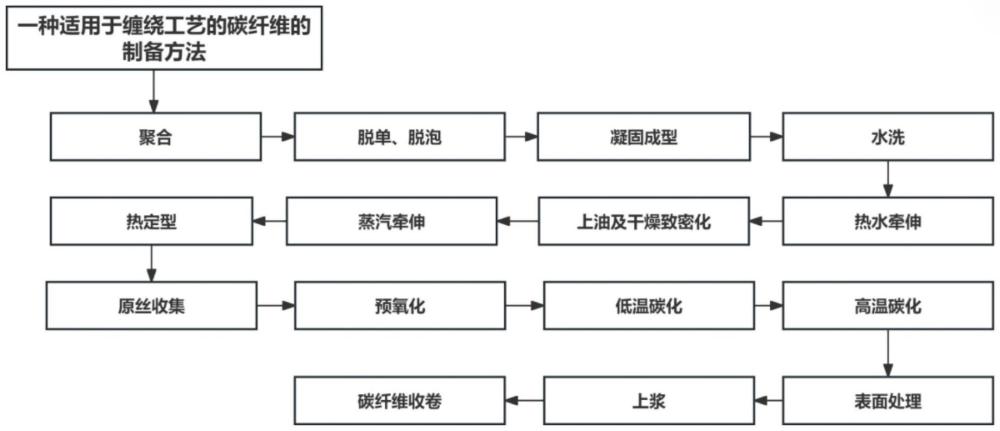
3、一种适用于缠绕工艺的碳纤维的制备方法,包括下述步骤;
4、s1、聚合:采用丙烯腈和共聚单体在二甲基亚砜溶液中聚合;
5、s2、脱单、脱泡:在真空条件下,使聚合液中的残余的丙烯腈单体从系统中分离,得到稳纺丝溶液;
6、s3、凝固成型:纺丝液经纺丝计量泵输出,流经缓冲器,进入喷丝板组件后喷出,采用干湿法纺丝工艺,进入凝固液凝固成型为凝固丝条;
7、s4、水洗:将凝固丝条水洗,水洗采用花辊拍打式水洗;
8、s5、热水牵伸:将水洗后的丝条在热水中进行1.2~4倍牵伸;
9、s6、上油及干燥致密化:使用改性硅油或非硅油剂对水洗牵引后的凝固丝条上油,并使用热辊进行干燥致密化,干燥致密化温度为100-190℃;
10、s7、蒸汽牵伸:使用饱和水蒸汽进行1.5~6倍牵伸;
11、s8、热定型:使用饱和水蒸汽对纤维进行热定型;
12、s9、原丝收集:采用卷绕机对原丝进行收集,得到成品原丝;
13、s10、预氧化:将原丝在200~300℃的环境中进行氧化处理;
14、s11、低温碳化:将预氧化后的丝条在300~800℃进行低温碳化处理;
15、s12、高温碳化:将低温碳化处理后的丝条在1000~1600℃进行高温碳化处理;
16、s13、表面处理:将经过高温碳化处理的丝条在电解溶液中施加电流进行表面处理,再进行水洗,水洗后电解液浓度≤0.1%;
17、s14、上浆:上浆前纤维在罗拉上均匀排列,再浸入上浆槽上浆后,上浆后使用烘干机将丝条烘干;
18、s15、碳纤维收卷:采用卷绕机对碳纤维进行收集,得到成品碳纤维。
19、在本发明的一个或多个实施例中,所述共聚单体为丙烯酸甲酯、甲基丙烯酸甲酯、丙烯酸、甲基丙烯酸、丙烯酰胺、衣康酸、衣康酸铵、甲基丙烯酸异丁酯中的其中一种或多种组合。
20、在本发明的一个或多个实施例中,所述s3步骤中进入凝固液凝固成型时,控制凝固浴浓度20-40%,凝固浴温度0-10℃,凝固浴ph值9.5-11.5。
21、在本发明的一个或多个实施例中,所述s4步骤中的水洗水流方向为逆流,水洗共分为3-5段,每段由3个水洗槽组成,水洗中浸入水洗槽的罗拉均为花辊,每段水洗出口罗拉组由7支罗拉组成,并为主动罗拉组,其余罗拉组为3支罗拉组成,并为被动罗拉组,水洗的水温控制在30~70℃,从第一个水洗槽开始,水洗二甲基亚砜浓度相比前一段浓度逐渐降低,最后一个水洗槽纤维的二甲基亚砜残留≤100ppm5。
22、在本发明的一个或多个实施例中,所述s10步骤中,进行预氧化使用的预氧化炉共计由6-8个温度区组成,每个温度区的长度为5-10m。
23、在本发明的一个或多个实施例中,所述s13步骤中的电流范围为0.1-0.4a/g,电解级数≥3级,纤维距离槽底电极≤100mm,电解槽有效长度1m-2m。
24、在本发明的一个或多个实施例中,两个所述罗拉组生产过程中之间若没有其他设备,其张力要小于前一段和后一段张力的20%,但要求≥0.25cn/dtex。
25、在本发明的一个或多个实施例中,所述卷绕机壳体包括有多个卷筒、防火装置和烘干装置,所述防火装置设置在卷绕机壳体的多个端面,所述烘干装置与卷筒相匹配,所述烘干装置对缠绕在卷筒上的碳纤维丝进行烘干。
26、在本发明的一个或多个实施例中,所述防火装置包括有灭火罐、旋转灭火头和灭火喷头,所述灭火罐固定连接在卷绕机壳体的一侧端面;所述旋转灭火头设置在卷绕机壳体的多个端面,所述灭火喷头设置在卷绕机壳体的多个端面,所述灭火喷头的位置与多个卷筒的位置相匹配,所述旋转灭火头和灭火喷头均与灭火罐相连通。
27、在本发明的一个或多个实施例中,所述烘干装置包括有防护板、真空泵、烘干管和过滤盒,所述防护板接触卷筒的端面设置有多个热量输送管和吸尘管,所述热量输送管连接烘干管,所述真空泵包括负压管,所述负压管连接吸尘管,所述烘干管连接热源,所述热源为s14步骤中使用的烘干机中热量,所述烘干管连接烘干机,所述负压管与吸尘管之间连接有过滤盒,所述过滤盒包括有多个过滤板,所述过滤板固定连接在过滤盒的内壁端面,所述过滤盒的内壁端面设置有储灰抽屉。
28、与现有技术相比,本发明的一种适用于缠绕工艺的碳纤维的制备方法,通过碳纤维生产过程工艺进行控制,形成毛丝少,抗磨性好的碳纤维,有利于缠绕工艺的生产。
技术特征:
1.一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,包括下述步骤;
2.根据权利要求1所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述共聚单体为丙烯酸甲酯、甲基丙烯酸甲酯、丙烯酸、甲基丙烯酸、丙烯酰胺、衣康酸、衣康酸铵、甲基丙烯酸异丁酯中的其中一种或多种组合。
3.根据权利要求1或2所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述s3步骤中进入凝固液凝固成型时,控制凝固浴浓度20-40%,凝固浴温度0-10℃,凝固浴ph值9.5-11.5。
4.根据权利要求1或2所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述s4步骤中的水洗水流方向为逆流,水洗共分为3-5段,每段由3个水洗槽组成,水洗中浸入水洗槽的罗拉均为花辊,每段水洗出口罗拉组由7支罗拉组成,并为主动罗拉组,其余罗拉组为3支罗拉组成,并为被动罗拉组,水洗的水温控制在30~70℃,从第一个水洗槽开始,水洗二甲基亚砜浓度相比前一段浓度逐渐降低,最后一个水洗槽纤维的二甲基亚砜残留≤100ppm5。
5.根据权利要求4所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述s10步骤中,进行预氧化使用的预氧化炉共计由6-8个温度区组成,每个温度区的长度为5-10m。
6.根据权利要求5所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述s13步骤中的电流范围为0.1-0.4a/g,电解级数≥3级,纤维距离槽底电极≤100mm,电解槽有效长度1m-2m。
7.根据权利要求6所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,两个所述罗拉组生产过程中之间若没有其他设备,其张力要小于前一段和后一段张力的20%,但要求≥0.25cn/dtex。
8.根据权利要求1或6所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述卷绕机壳体包括有多个卷筒、防火装置和烘干装置,所述防火装置设置在卷绕机壳体的多个端面,所述烘干装置与卷筒相匹配,所述烘干装置对缠绕在卷筒上的碳纤维丝进行烘干。
9.根据权利要求8所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述防火装置包括有;
10.根据权利要求8或9所述的一种适用于缠绕工艺的碳纤维的制备方法,其特征在于,所述烘干装置包括有;
技术总结
本发明公开了一种适用于缠绕工艺的碳纤维的制备方法,包括下述步骤;S1、聚合:采用丙烯腈和共聚单体在二甲基亚砜溶液中聚合;S2、脱单、脱泡:在真空条件下,使聚合液中的残余的丙烯腈单体从系统中分离,得到稳纺丝溶液;S3、凝固成型:纺丝液经纺丝计量泵输出,流经缓冲器,进入喷丝板组件后喷出,采用干湿法纺丝工艺,进入凝固液凝固成型为凝固丝条;S4、水洗:S5、热水牵伸:S6、上油及干燥致密化:S7、蒸汽牵伸:S8、热定型:S9、原丝收集:S10、预氧化:S11、低温碳化:S12、高温碳化:S13、表面处理:S14、上浆:S15、碳纤维收卷。本发明通过碳纤维生产过程工艺进行控制,形成毛丝少,抗磨性好的碳纤维,有利于缠绕工艺的生产。
技术研发人员:黄大明,唐立鑫,孙军涛,邱伟峰,刘艳艳,于良松,王贺伟,丛宗杰,张月义,李日滨
受保护的技术使用者:威海拓展纤维有限公司
技术研发日:
技术公布日:2025/1/9
- 还没有人留言评论。精彩留言会获得点赞!